
ساعت کاری: 09:00 صبح تا 20:00 بعد از ظهر
مرکز تخصصی آموزش جوشکاری و بازرسی جوش فنی و حرفه ای
مرکز شرق تهران : بزرگراه شهیدزین الدین بلوار دانشگاه ،کارگاه جوشکاری دانشگاه خواجه نصیر

فهرست مطلب
Toggleدر دنیای رقابتی تولید امروز، زمان حکم طلا را دارد و کیفیت، خط قرمز صنایع است. برای دههها، روشهای جوشکاری سنتی مانند MIG و TIG ستون فقرات صنعت بودهاند؛ اما این روشها با چالشهای ذاتی دستوپنج نرم میکنند: سرعت پایین، نیاز به پرداختکاریهای طاقتفرسا، اعوجاج حرارتی (تاب برداشتن قطعات) و وابستگی شدید به مهارت نیروی انسانی. در بسیاری از موارد، هزینه اصلاح عیوب جوشکاری به اندازه هزینه خودِ فرآیند تولید زمانبر و گران تمام میشود.
ظهور تکنولوژی جوشکاری مدرن، به ویژه جوش لیزر فایبر، این پارادایم را تغییر داده است. جوش لیزر دیگر یک فناوری آزمایشگاهی نیست؛ بلکه قهرمانِ کفِ کارخانه است که با تمرکز حرارتی خیرهکننده، سرعت تولید را چند برابر کرده و نیاز به فرآیندهای جانبی را به حداقل رسانده است. اگر به دنبال بهینهسازی زنجیره تولید خود هستید، درک مزایای جوش لیزر گامی ضروری برای ارتقای استانداردهای فنی و سودآوری سازمان شماست.
برای دریافت مشاوره تخصصی، استعلام قیمت و راهنمایی در انتخاب دستگاه مناسب، با کارشناسان ما تماس بگیرید.

جوشکاری لیزر فایبر (Fiber Laser Welding) فرآیندی است که در آن از یک پرتو نور متمرکز و با چگالی انرژی بالا برای ذوب موضعی لبههای قطعات استفاده میشود. در این سیستم، نور لیزر از طریق یک کابل فیبر نوری منتقل شده و توسط یک هد جوشکاری بر روی قطعه متمرکز میشود. تفاوت اصلی این روش با سایر متدها در “تمرکز انرژی” است؛ جایی که پرتو لیزر میتواند در ابعاد میکرونی متمرکز شود و فلز را در کسری از ثانیه به نقطه ذوب برساند.
یکی از بارزترین مزایای جوش لیزر، تولید جوشی با ظاهر فوقالعاده تمیز و نفوذ بالا است. برخلاف جوش TIG که اغلب منجر به پاشش (Spatter) و تغییر رنگ شدید حرارتی میشود، جوش لیزر سطحی صاف و یکدست ایجاد میکند. در بسیاری از صنایع، قطعه جوشکاری شده بلافاصله پس از فرآیند آماده رنگکاری یا مونتاژ نهایی است؛ این یعنی حذف کامل مراحل سنگزنی و پرداختکاری که خود باعث کاهش هزینههای سربار و افزایش تیراژ میشود.
دستگاه جوش لیزر فایبر به دلیل داشتن قطر پرتو بسیار کم، توانایی انجام جوشکاری روی قطعات بسیار ظریف را دارد. در صنایعی مانند الکترونیک و تجهیزات پزشکی، که قطعات میلیمتری و حساس به حرارت هستند، لیزر تنها گزینه منطقی است. این دقت بالا اجازه میدهد تا پیچیدهترین طراحیهای هندسی با تکرارپذیری ۱۰۰ درصد اجرا شوند.
HAZ یا ناحیه متاثر از حرارت، دشمنِ دقت در جوشکاری است. در روشهای سنتی، پخش حرارت در اطراف محل جوش باعث تنشهای داخلی، تغییر ساختار متالورژیکی و نهایتاً “تاب برداشتن” قطعه میشود. جوش لیزر به دلیل چگالی انرژی بسیار بالا در یک نقطه متمرکز، حرارت را به کمترین میزان ممکن در نواحی اطراف پخش میکند. نتیجه؟ قطعاتی بدون اعوجاج، بدون نیاز به صافکاری و با دقت ابعادی بینقص.
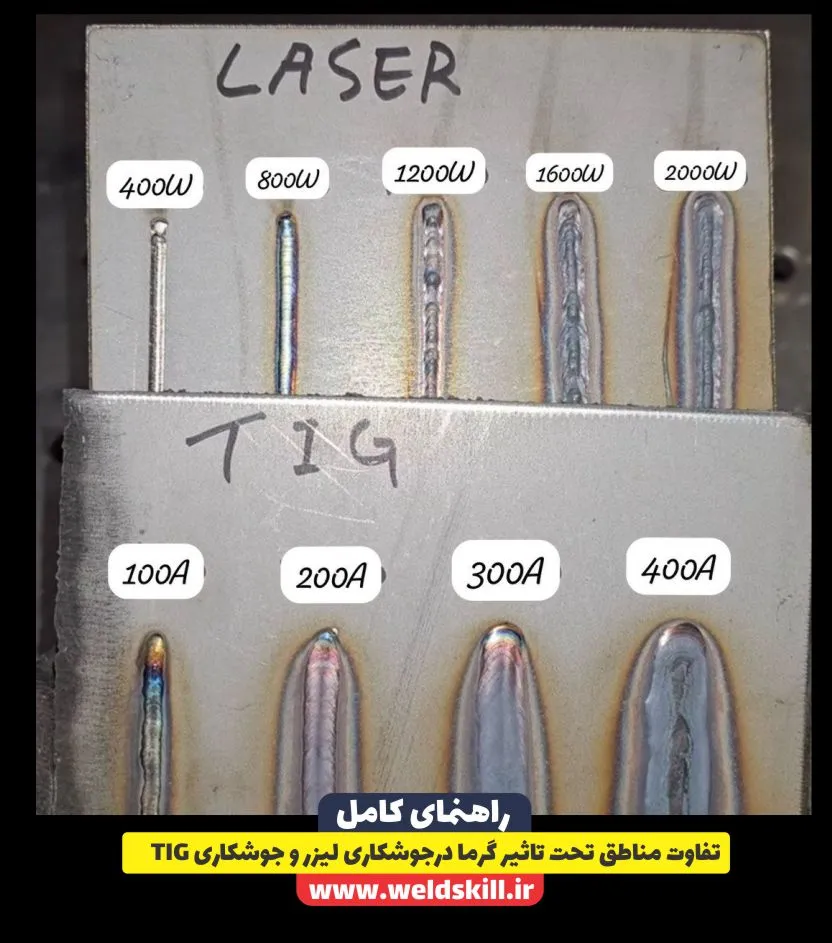
وقتی صحبت از تفاوت جوش لیزر با آرگون (TIG) میشود، پارامتر سرعت، برنده مطلق را مشخص میکند. جوش لیزر میتواند تا ۵ الی ۱۰ برابر سریعتر از روشهای سنتی عملیات جوشکاری را انجام دهد. این سرعت بالا نه تنها هزینههای نیروی کار را کاهش میدهد، بلکه گلوگاههای تولید را باز کرده و ظرفیت خروجی کارخانه را به شدت افزایش میدهد.
از دیگر مزایای جوش لیزر، قابلیت جوشکاری فلزات غیرمشابه (مانند فولاد به مس یا آلومینیوم به فولاد) و همچنین ورقهای بسیار نازک است که در روشهای سنتی عملاً غیرممکن یا بسیار دشوار بودند.
اگرچه هزینه اولیه خرید یک سیستم لیزر ممکن است بالاتر از دستگاههای MIG معمولی باشد، اما در دیدگاه کلان (Total Cost of Ownership)، این دستگاهها اقتصادیتر هستند:
| پارامتر | جوش لیزر (Fiber) | جوش TIG (آرگون) | جوش MIG |
|---|---|---|---|
| سرعت جوشکاری | بسیار بالا | پایین | متوسط |
| دقت و تمرکز | بسیار بالا | متوسط | پایین |
| اعوجاج حرارتی | حداقل | زیاد | زیاد |
| نیاز به پرداختکاری | تقریباً صفر | زیاد | متوسط |
| مهارت اپراتور | متوسط (نیمه اتوماتیک) | بسیار بالا | متوسط |
| هزینه اولیه | بالا | پایین | پایین |
ساخت ایمپلنتها و تجهیزات جراحی با دقت میکرونی.
جوشکاری بدنه برای افزایش استحکام و کاهش وزن.
جوشکاری قطعات حساس با استانداردهای کیفی سختگیرانه.
اتصال قطعات کوچک در بردهای حساس.
بله، لیزر به دلیل تمرکز حرارتی بالا، بهترین گزینه برای ورقهای نازک است که در روشهای سنتی سریعاً سوراخ میشوند.
خیر، برخلاف TIG که سالها تجربه میطلبد، دستگاههای جوش لیزر فایبر رابط کاربری سادهای داشته و اپراتور پس از آموزش کوتاه میتواند خروجی باکیفیت تولید کند.
لیزر سرعت بالاتر، اعوجاج حرارتی کمتر و کیفیت ظاهری بهتری نسبت به آرگون (TIG) ارائه میدهد.
تقریباً اکثر فلزات صنعتی از جمله فولاد ضدزنگ، کربن استیل، آلومینیوم، مس و تیتانیوم قابل جوشکاری با لیزر هستند.
به دلیل عدم وجود قطعات مصرفی زیاد (مانند الکترود تنگستن در TIG)، هزینههای جاری لیزر بسیار پایین است.
بله، برای جلوگیری از اکسیداسیون در حین جوشکاری معمولاً از گاز آرگون یا نیتروژن استفاده میشود.
با استفاده از کابینهای حفاظتی و عینکهای مخصوص، این فرآیند کاملاً ایمن است.
بله، نفوذ جوش لیزر بسیار عمیق و یکنواخت است که منجر به پیوندی بسیار مستحکم میشود.
بله، این یکی از ویژگیهای منحصر به فرد تکنولوژی لیزر است.
شما میتوانید برای مشاوره تخصصی و انتخاب دستگاه مناسب تولید خود، همین حالا با کارشناسان فنی ما تماس بگیرید.


