
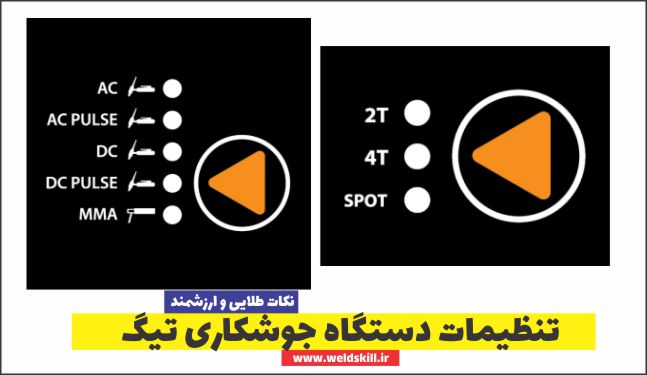
مقدمه : تا به حال چند بار وسط یک پروژه...ادامۀ مطلب

 : از اصول پایه تا تکنیکهای پیشرفته")





مقدمه: چرا پیشگیری ارزانتر از تعمیر سورس است؟ در دنیای...ادامۀ مطلب
مقدمه: عبور از محدودیتهای جوشکاری سنتی در دنیای رقابتی تولید...ادامۀ مطلب





چقدر عالی بود واقعا ازتون سپاسگزارم بازم از این مدل مطالب بزارید
خواهش میکنم ما هم خوشحالیم شما لذت بردید
شما دوره جوشکاری صنایع غذایی رو دارید؟ شرایطش چگونه
است؟
درود بله بصورت کاملا حرفه ای دوره جوشکاری آرگون ویژه صنایع غذایی برگزار میکنیم
سلام استاد محترم. من تازه وارد کار جوشکاری تیگ شدم. اگه
امکانش هست راهنماییم کنید.
الان یک دستگاه جوش تیگ اینورتری خریدم ولی موقع
جوشکاری لولههای استیل نازک، یا سوراخ میشه یا جوش خیلی
برجسته و زشت در میاد. آمپر رو هم کم و زیاد کردم اما باز
مشکل دارم.
میشه بگید:
۱. آمپر مناسب برای لولههای نازک چقدر باشه خوبه؟
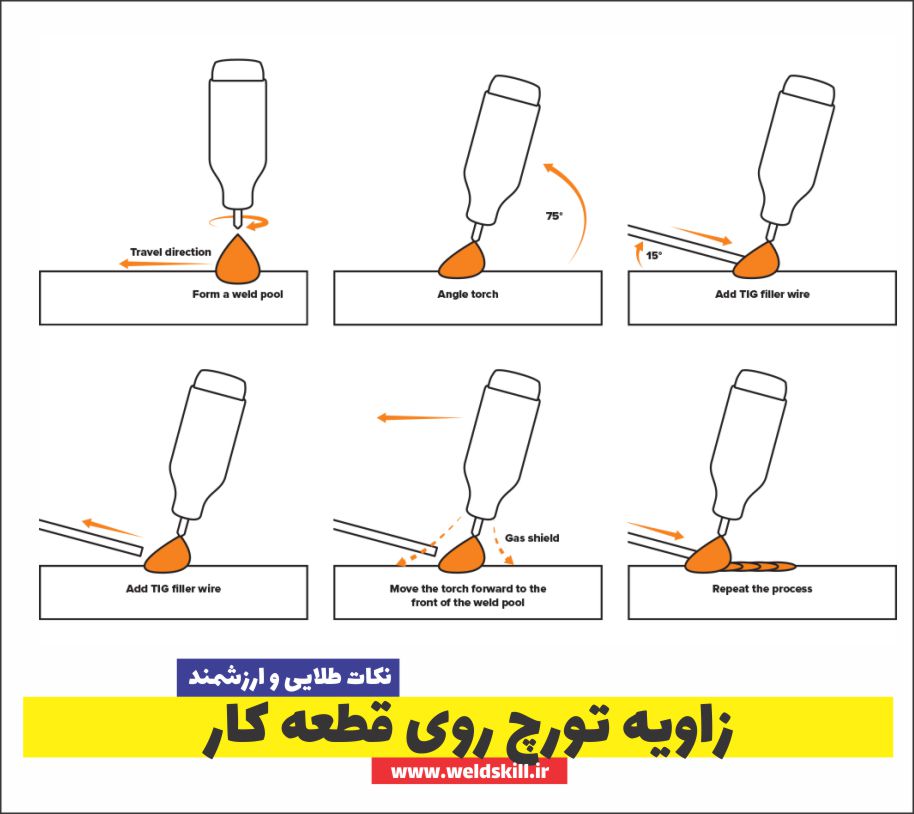
۲. فاصله تورچ تا قطعه کار رو چطوری تنظیم کنم که جوش
قشنگ دربیاد؟
۳. سرعت حرکت دست باید چطوری باشه که نه سوراخ بشه نه
خیلی برجسته؟
ممنون میشم اگه راهنماییم کنید. میخوام حرفهای بشم ولی
هنوز خیلی راه دارم.
با تشکر از وقتی که میذارید 🙏
سلام جوشکار جوان، خسته نباشی 💪
ببین عزیزم، مشکلی که داری رو همه ما اول کار داشتیم. برای لولههای استیل نازک چندتا نکته طلایی هست که باید رعایت کنی:
۱- برای لولههای نازک (۱ تا ۲ میل) آمپر رو بذار رو ۳۰ تا ۴۰. بیشتر نره که سوراخ میشه!
۲- فاصله تورچ تا قطعه باید اندازه یه بند انگشت باشه (تقریباً ۳-۴ میلیمتر). نه خیلی نزدیک که بچسبه، نه خیلی دور که قوس پخش بشه.
۳- سرعت دست هم باید مثل وقتی باشه که داری با قلم آروم خط میکشی. یه ریتم ثابت داشته باش، نه عجله کن نه خیلی کند برو.
یه نکته مهم دیگه: حتماً تمیزکاری قطعه رو جدی بگیر. با سنگ استیل مخصوص تمیز کن، چربی و زنگ باید کاملاً پاک بشه.
خیالت راحت، با تمرین استاد میشی. فقط صبور باش و ناامید نشو. منم اولش همینجوری بودم، الان جوشام عین نقاشی درمیاد! 😊
موفق باشی داداش 👍
سلام واقعا مفید بود توضیحات
درود خرسندیم که مطلب براتون مفید بوده
سلام وارادت
استاد عزیز از مطالب فوق العاده مفیدتون ابتداعا کمال تشکر دارم
اما سوالم اینه برای جوشکاری تیگ سرسیلندر الومینیومی اگر پیش گرم
کنیم بهتره یا نه وبهترین امپر برای جوشکاری الومینیوم سرسیلندر
وسیلندر چه امپری هست
ممنون میشم راهنمایی بفرمائید
درود بر شما اگر فرض بگیریم دستگاه شما کالیبره و آمپر صحیح باشه از ۱۵۰ شروع میشه و براساس نوع متریال و ضخامت شما افزایش جریان خواهید داشت