
ساعت کاری: 09:00 صبح تا 20:00 بعد از ظهر
مرکز تخصصی آموزش جوشکاری و بازرسی جوش فنی و حرفه ای
مرکز شرق تهران : بزرگراه شهیدزین الدین بلوار دانشگاه ،کارگاه جوشکاری دانشگاه خواجه نصیر

فهرست مطلب
Toggleانتخاب جهت حرکت الکترود در حالت عمودی، یکی از چالشهای فنی است که کیفیت نهایی اتصال را تعیین میکند. در مباحث آموزش جوشکاری، درک دقیق اینکه چه زمانی باید بر خلاف جاذبه (سربالا) و چه زمانی همجهت با آن (سرازیر) حرکت کرد، مرز بین یک جوشکار مبتدی و حرفهای است. این انتخاب مستقیماً بر میزان نفوذ، سرعت کار و کنترل حوضچه مذاب تأثیر میگذارد. ما در آموزشگاه جوشکاری ولداسکیل همواره به هنرجویان تأکید میکنیم که ضخامت فلز و نوع الکترود، تعیینکننده اصلی مسیر شما هستند. در این مقاله تخصصی، تمام زوایای پنهان، تکنیکها و تفاوتهای کلیدی این دو روش را بررسی میکنیم تا در پروژههای صنعتی بهترین عملکرد را داشته باشید.
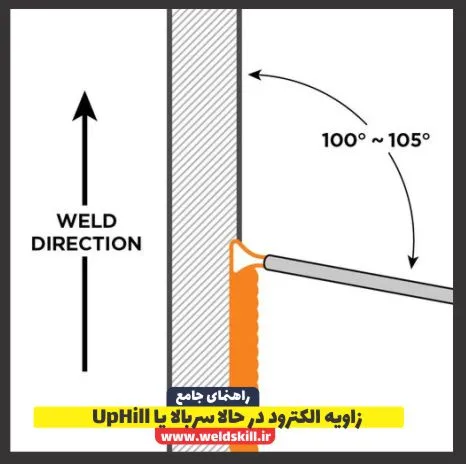
در جوشکاری سربالا (Uphill یا Vertical Up)، جوشکار عملیات جوشکاری را از پایین قطعه شروع کرده و به سمت بالا حرکت میکند. در این حالت، نیروی جاذبه باعث میشود مواد مذاب به سمت پایین کشیده شوند، بنابراین جوشکار باید با تکنیکهای خاص و سرعت مناسب، حوضچه مذاب را کنترل کند تا رسوبگذاری به درستی انجام شود. این روش برای ایجاد جوشهای مستحکم و عمیق شناخته میشود.
مهمترین مزیت این روش، نفوذ بسیار عمیق آن است. از آنجا که سرعت پیشروی کمتر است، حرارت بیشتری به قطعه منتقل میشود و اتصال بسیار مستحکمی ایجاد میگردد.
برای مقابله با جاذبه در این روش، کنترل زاویه الکترود و حرکت دست حیاتی است.
در جوشکاری سرازیر (Downhill یا Vertical Down)، حرکت از بالای قطعه آغاز شده و به سمت پایین ادامه مییابد. در این حالت، جاذبه به حرکت حوضچه مذاب کمک میکند و باعث میشود سرعت پیشروی جوشکاری به مراتب بالاتر از روش سربالا باشد.
اصلیترین ویژگی این روش سرعت بالا و حرارت ورودی کمتر است که منجر به اعوجاج (Distortion) کمتر میشود.
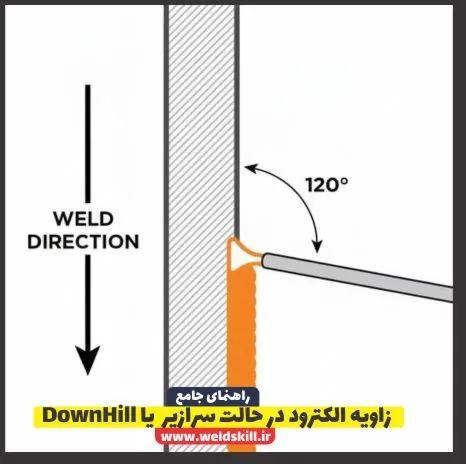
در اینجا سرعت دست باید بالا باشد تا سرباره (Slag) از حوضچه مذاب جلو نزند. کنترل دقیق سرعت، کلید موفقیت در این روش است.
رفتار فلز مذاب در فرایندهای مختلف جوشکاری (SMAW, MIG, TIG) در حالت عمودی متفاوت است. انتخاب فرایند صحیح میتواند چالشهای غلبه بر جاذبه را کاهش دهد. برای مثال، در جوشکاری آرگون کنترل بیشتری روی حوضچه داریم، در حالی که در جوش برق انتخاب نوع الکترود (سلولزی یا قلیایی) تعیینکننده قابلیت اجرای سربالا یا سرازیر است.
برای مشاهده قابلیتهای سربالا و سرازیر، روش جوشکاری را انتخاب کنید:
| ویژگی | جوشکاری سربالا (Uphill) ▲ | جوشکاری سرازیر (Downhill) ▼ |
|---|---|---|
| میزان نفوذ | عمیق و زیاد | کم و سطحی |
| سرعت جوشکاری | آهسته | بسیار سریع |
| ضخامت قطعه | مناسب ورقهای ضخیم | مناسب ورقهای نازک |
| حرارت ورودی | زیاد (High Heat) | کم (Low Heat) |
| ریسک عیوب | سوختگی کناره (Undercut) | حبس سرباره (Slag Inclusion) |
| مهارت مورد نیاز | بالا (کنترل سختتر) | متوسط |
بسیاری از جوشکاران به اطلاعات چاپ شده روی جعبه الکترود (Packing) دقت نمیکنند، در حالی که سازنده دقیقاً ذکر کرده که این الکترود برای چه پوزیشنهایی (Flat, Vertical Up, Vertical Down) طراحی شده است.
نکته بسیار مهمی که باید بدانید، رابطه "سرعت انجماد سرباره" با "جهت جوشکاری" است:
دارای انجماد کند (Slow Freeze) است. یعنی سرباره مدت زیادی مایع میماند. اگر سرازیر جوش دهید، سرباره سنگین و مایع از قوس جلو میزند و روی جوش میریزد.
✅ نتیجه: بهترین حالت برای آن سربالا (Uphill) است تا جاذبه سرباره را عقب نگه دارد.
دارای انجماد سریع (Fast Freeze) است. سرباره بلافاصله پس از قوس سفت میشود.
✅ نتیجه: چون سرباره سریع جامد میشود، فرصت ریزش ندارد؛ بنابراین اجرای سرازیر (Downhill) با آن بسیار راحت و با نفوذ بالا انجام میشود.
هیچکدام از این دو روش مطلقاً بر دیگری برتری ندارند؛ بلکه “کاربرد” است که برنده را مشخص میکند. اگر به دنبال استحکام در سازههای سنگین هستید، سربالا انتخاب شماست و اگر سرعت و جوشکاری ورقهای نازک مدنظر است، سرازیر راهگشاست. در آموزشگاه جوشکاری ولداسکیل، ما هنرجویان را به هر دو تکنیک مسلط میکنیم تا در بازار کار محدودیتی نداشته باشند.
بدون شک جوشکاری سربالا (Uphill) استحکام بیشتری دارد. به دلیل سرعت کمتر و حرارت ورودی بالاتر، نفوذ در فلز پایه عمیقتر است. جوش سرازیر بیشتر برای پاس ریشه یا ورقهای نازک استفاده میشود.
چون الکترود 7018 دارای سرباره (گل جوش) سنگین و با انجماد کند است. در حالت سرازیر، جاذبه باعث میشود سرباره از حوضچه مذاب جلو بزند و زیر فلز جوش گیر کند که باعث عیب حبس سرباره (Slag Inclusion) میشود.
قانون کلی این است: آمپر را حدود 10 تا 15 درصد کمتر از حالت تخت (Flat) تنظیم کنید. مثلاً اگر در حالت تخت با آمپر 120 کار میکنید، برای سربالا آن را روی 100 تا 105 تنظیم کنید تا کنترل مذاب راحتتر شود.
الکترود باید تقریباً عمود بر قطعه باشد اما با یک زاویه ملایم 5 تا 15 درجه به سمت بالا (Push Angle). این زاویه کمک میکند فشار قوس، مذاب را در جای خود نگه دارد.
علت اصلی آندرکات، سرعت زیاد یا مکث نکردن در کنارههاست. هنگام حرکت زیگزاگ، در لبههای جوش یک مکث کوتاه (حدود 1 ثانیه) کنید تا حوضچه پر شود، سپس به سمت دیگر بروید.
به دلیل سرعت بسیار بالا. در پروژههای خط لوله که کیلومترها جوشکاری نیاز است، استفاده از الکترود سلولزی (6010) به روش سرازیر، سرعت کار را چند برابر میکند و نفوذ ریشه عالی میدهد.
خیر، توصیه نمیشود. جوش سربالا حرارت زیادی تولید میکند و ورق نازک را سوراخ میکند. برای ورقهای نازک، روش سرازیر (Vertical Down) بهترین گزینه است.
یک تکنیک رایج برای جوش سربالا است. شما یک حرکت مثلثی انجام میدهید: سریع به مرکز و بالا میروید، سپس به کنارهها برمیگردید و مکث میکنید. این حرکت باعث خنک شدن مرکز حوضچه میشود.
جوش سرازیر آسانتر است، اما پیشنهاد میشود اول سربالا را یاد بگیرید. اگر بر جوش سربالا مسلط شوید، کنترل حوضچه مذاب را کاملاً یاد گرفتهاید و بقیه حالتها برایتان ساده خواهد بود.


