
ساعت کاری: 09:00 صبح تا 20:00 بعد از ظهر
مرکز تخصصی آموزش جوشکاری و بازرسی جوش فنی و حرفه ای
مرکز شرق تهران : بزرگراه شهیدزین الدین بلوار دانشگاه ،کارگاه جوشکاری دانشگاه خواجه نصیر

فهرست مطلب
Toggleجوشکاری فقط اتصال دو قطعه فلز نیست؛ هنر خلق یک ساختار یکپارچه است. یکی از چالشهای بزرگ برای هنرجویان و تازهکاران، دستیابی به مهارت جوشکاری آببند است که در ساخت مخازن و لولهکشی حیاتی است. در این مقاله قصد داریم اصول اولیه را بررسی کنیم، اما به یاد داشته باشید که یادگیری اصولی و عملی در یک آموزشگاه جوشکاری معتبر، مسیر شما را بسیار هموارتر میکند. بسیاری از کارفرمایان برای پروژههای حساس و دقیق، تنها کسانی را استخدام میکنند که دارای مدرک جوشکاری بین المللی باشند. این مطلب به عنوان یک آموزش جوشکاری پایه، نکات کلیدی و ترفندهای جلوگیری از نشتی را به زبانی ساده برای شما تشریح میکند تا شروعی قدرتمند داشته باشید.

جوشکاری آببند فرآیندی است که در آن هدف نهایی، ایجاد اتصالی کاملاً غیرقابل نفوذ برای مایعات و گازهاست. برخلاف جوشهای سازهای که در آنها صرفاً تحمل بار و استحکام مکانیکی ملاک است، در اینجا حتی وجود یک روزنه میکروسکوپی هم باعث مردودی کار میشود. این نوع جوشکاری در صنایع نفت، گاز، پتروشیمی و ساخت مخازن آب کاربرد حیاتی دارد. اهمیت آن به قدری بالاست که کوچکترین خطا یا بیدقتی میتواند منجر به نشت مواد، خسارات مالی سنگین و یا خطرات جانی شود.
اکثر مشکلات و شکستها در جوشکاری آببند ناشی از بیتوجهی به جزئیات ریز است. وقتی یک جوشکار مبتدی بدون شناخت عیوب جوش شروع به کار میکند، نتیجه نهایی اغلب پر از حفره خواهد بود. سه عامل اصلی شامل آلودگی سطح فلز، تنظیم نامناسب دستگاه و تکنیک اشتباه حرکت دست در جوشکاری، مثل مثلث ایجاد نشتی را تشکیل میدهند. شناخت دقیق این عوامل قبل از روشن کردن دستگاه جوش و برداشتن انبر، نیمی از راه موفقیت است. در ادامه به صورت تخصصی و جداگانه به بررسی این موارد میپردازیم.

تخلخل یا کرمهوجی، شایعترین دلیل عدم موفقیت در جوشکاری آببند است. این پدیده مخرب زمانی رخ میدهد که گازها درون حوضچه مذاب حبس شده و فرصت خروج پیدا نمیکنند. نتیجه آن ایجاد حبابهای ریز داخل جوش است که مانند پنیر سوئیسی مسیر عبور سیال را باز میکنند. دلایل اصلی آن شامل مرطوب بودن الکترود، وزش باد (که گاز محافظ را از بین میبرد) و یا طول قوس نامناسب است. برای رفع این مشکل، همیشه الکترودها را در آون خشک نگه دارید و در محیطی بدون جریان باد شدید کار کنید تا حوضچه مذاب سالم و بدون حفره بماند.

گاهی ظاهر جوش خوب است اما از کنارهها نشتی میدهد. این مشکل اغلب به دلیل “عدم ذوب” (Lack of Fusion) رخ میدهد؛ یعنی فلز جوش به دیوارههای قطعه اصلی نچسبیده است. این اتفاق معمولاً وقتی میافتد که آمپر دستگاه خیلی پایین است یا سرعت حرکت دست جوشکار بیش از حد زیاد است. همچنین سرد شدن ناگهانی قطعه کار میتواند باعث ایجاد ترکهای ریز میکروسکوپی شود. در آموزش جوشکاری مخزن همیشه تاکید میشود که حرارت ورودی را کنترل کنید و اجازه دهید جوش به آرامی سرد شود تا از تنشهای حرارتی جلوگیری گردد و پیوستگی مولکولی حفظ شود.

یک قانون طلایی در صنعت وجود دارد: روی کثیفی جوش ندهید. وجود هرگونه زنگزدگی، رنگ، روغن، گریس یا رطوبت روی سطح قطعه کار، در دمای بالای قوس الکتریکی بخار شده و مستقیماً وارد حوضچه مذاب میشود. این بخارات باعث تخلخل شدید، ناخالصی و شکنندگی جوش میشوند. قبل از شروع جوشکاری آببند، حتماً محل اتصال و حداقل ۲ سانتیمتر از اطراف آن را با سنگ فرز یا برس سیمی کاملاً تمیز کنید تا به فلز براق و روشن برسید. این مرحله ساده، کیفیت کار نهایی شما را تضمین میکند و از دوبارهکاریهای پرهزینه جلوگیری میکند.
آمادهسازی یا “Fit-up” صحیح، پایه و اساس یک جوش سالم است. اگر لبههای دو قطعه به درستی روی هم قرار نگیرند، حتی بهترین جوشکار هم نمیتواند آببندی را تضمین کند. پخ زدن لبهها برای ورقهای ضخیم الزامی است تا نفوذ کامل صورت گیرد. همچنین تنظیم فاصله (Gap) مناسب بین دو قطعه بسیار حیاتی است؛ اگر فاصله کم باشد نفوذ نمیکند و اگر زیاد باشد حوضچه میریزد. استفاده از خالجوشهای قوی و همسطح نیز برای ثابت نگه داشتن قطعات و جلوگیری از پیچیدگی ضروری است
اولین قانون جوشکاری آببند، رسیدن به "فلز براق" است. هرگونه آلودگی باعث ایجاد گاز و تخلخل (کرمهوجی) در جوش میشود.
انتخاب الکترود اشتباه تمام زحمات شما را هدر میدهد. برای مخازن و آببندی، نوع پوشش و نفوذ الکترود حیاتی است.
اگر قطعات درست جفت نشوند، جوش نفوذ نمیکند. تنظیم "Gap" یا فاصله هوایی کلید نفوذ مذاب به پشت کار است.
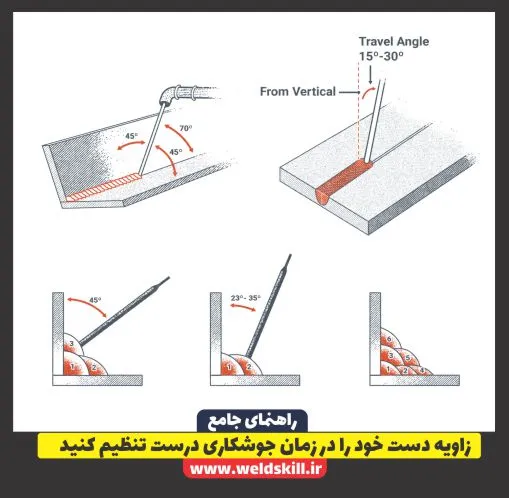
حالا که قطعه آماده است، نوبت به اجرای جوش میرسد. در این مرحله، هماهنگی چشم و دست حرف اول را میزند. برای داشتن یک جوشکاری آببند، باید بتوانید حوضچه مذاب را به دقت کنترل کنید و سرباره (گل جوش) را همواره پشت سر حوضچه نگه دارید. تکنیکهای حرکت دست (مثل حرکت زیگزاگ، دایرهای یا هلالی) بسته به وضعیت جوشکاری متفاوت است. اما سه نکته ظریف و تکنیکی وجود دارد که حرفهایها رعایت میکنند و ما در ادامه به صورت تخصصی آنها را تشریح میکنیم.
نقطه ضعف اصلی در آببندی، محل اتصال الکترود جدید به قدیم است. قطع ناگهانی قوس باعث ایجاد "حفره انتهایی" (Crater) میشود که مرکز ترک خوردن است.
یکنواختی گرده جوش، تضمین کننده آببندی است. زاویه الکترود باید طوری باشد که "سرباره" (گل جوش) را به عقب براند و جلوتر از مذاب نیاید.
در جوشهای چند پاسه، اگر پاس دوم درست کنار پاس اول ننشیند، شیاری ایجاد میشود که محل نشت سیال خواهد بود.
پس از اتمام کار، باید از کیفیت جوشکاری آببند مطمئن شوید. برای مبتدیان و کارگاههای کوچک، نیاز به تجهیزات رادیوگرافی گرانقیمت نیست و روشهای سنتی و ارزانی وجود دارد. یکی از معروفترین روشها، استفاده از گچ و گازوئیل است؛ یک طرف جوش را گچ میزنید و طرف دیگر را گازوئیل، خاصیت مویینگی گازوئیل نشتی را روی گچ نشان میدهد. روش دیگر استفاده از فشار باد و محلول کف و صابون است. انتخاب روش تست بستگی به دسترسی شما به داخل مخزن یا لوله دارد.
یک روش سنتی، بسیار ارزان و موثر برای مخازن غیر تحت فشار که بر اساس خاصیت مویینگی مایعات کار میکند.
سریعترین روش برای پیدا کردن نشتی در مخازن بسته. این روش دقیقاً محل سوراخ را به صورت لحظهای نشان میدهد.
دستیابی به مهارت جوشکاری بدون نشتی، نیازمند صبر، تمرین و رعایت دقیق اصول پاکیزگی و تنظیمات دستگاه است. فراموش نکنید که عجله، دشمن کیفیت است. دود ناشی از جوشکاری، به خصوص در فضاهای بسته مثل مخازن، بسیار خطرناک است؛ بنابراین همیشه از تهویه مناسب و ماسک فیلتردار استفاده کنید و ایمنی چشمها و پوست در برابر اشعه UV را جدی بگیرید. امیدواریم این راهنما دید بهتری نسبت به تکنیکهای آببندی به شما داده باشد. تکرار و تمرین روی قطعات ضایعاتی قبل از کار اصلی، بهترین راه پیشرفت شماست.
معمولاً الکترود ۶۰۱۳ برای ورقهای نازک و ۶۰۱۰ یا ۷۰۱۸ برای جوشهای نفوذی و پرفشار بهترین گزینه هستند. ۶۰۱۰ نفوذ بالا و ۷۰۱۸ استحکام عالی دارد.
احتمالاً در نقاط شروع و پایان جوش (Start/Stop) همپوشانی کافی ندارید یا سرباره (گل جوش) بین پاسها گیر کرده است.
خیر، برای ورقهای ضخیمتر از ۳ میلیمتر، پخ زدن (V شکل کردن لبه) برای نفوذ کامل مواد مذاب و آببندی الزامی است.
بعد از آغشته کردن سطح به گازوئیل، باید حداقل ۳۰ دقیقه تا ۱ ساعت صبر کنید تا اگر روزنهای هست، خاصیت مویینگی آن را روی گچ نشان دهد.
بسته به استعداد و تمرین شما، معمولاً بین ۲ تا ۳ ماه آموزش عملی مداوم در یک کارگاه آموزشی معتبر نیاز است.
لزوماً خیر. آمپر خیلی بالا باعث سوختن فلز و ایجاد سوراخ (Burn-through) میشود که بدترین نوع نشتی است. آمپر باید متناسب با ضخامت ورق باشد.
فاصله مناسب (گپ) باعث میشود مذاب به ریشه کار نفوذ کند. بدون فاصله، جوش فقط روی سطح مینشیند و زیر آن خالی میماند که باعث نشتی میشود.
جوش آرگون کنترل بسیار بالاتری روی حوضچه مذاب دارد و برای کارهای ظریف و دقیق، آببندی مطمئنتری میدهد، اما سرعت اجرای آن کمتر است.
اگر هنگام جوشکاری صدای انفجارهای ریز (پتپت کردن) شنیدید، قوس ناپایدار بود یا روکش الکترود میریزد، الکترود مرطوب است و جوش متخلخل میشود.
مدرک جوشکاری فنی و حرفهای یا مدارک بینالمللی مثل ASNT سطح ۱ و ۲ و تاییدیههای بازرسی جوش (WPS/PQR) اعتبار بالایی برای استخدام دارند.


