
ساعت کاری: 09:00 صبح تا 20:00 بعد از ظهر
مرکز تخصصی آموزش جوشکاری و بازرسی جوش فنی و حرفه ای
مرکز شرق تهران : بزرگراه شهیدزین الدین بلوار دانشگاه ،کارگاه جوشکاری دانشگاه خواجه نصیر
: چیستی، دلایل و روشهای پیشگیری")
فهرست مطلب
Toggleشناخت و کنترل رایجترین عیوب جوشکاری، یکی از مهمترین مهارتها برای هر جوشکار حرفهای است. یکی از این عیوب که اغلب به دلیل تنظیمات نادرست یا تکنیک اشتباه رخ میدهد، «روی هم افتادگی جوش» (Overlap) است. دریافت آموزش جوشکاری اصولی، کلید اصلی برای جلوگیری از چنین مشکلاتی و افزایش کیفیت نهایی کار است. در آموزشگاه جوشکاری ولداسکیل، ما معتقدیم که درک عمیق دلایل بروز عیوب، اولین قدم برای دستیابی به جوش بینقص است. در این مقاله، به طور کامل به بررسی عیب روی هم افتادگی، دلایل ایجاد و روشهای پیشگیری از آن میپردازیم.

این عیب که به آن “چاله انتهای جوش” نیز میگویند، با سایر انواع تخلخل متفاوت است و به صورت یک حفره یا فرورفتگی کوچک در انتهای مسیر جوشکاری ظاهر میشود. این مشکل معمولاً به دلیل انقباض سریع فلز مذاب در هنگام سرد شدن در نقطه پایانی جوش به وجود میآید.
یکی از رایجترین عیوب جوشکاری که ممکن است با آن مواجه شوید، روی هم افتادگی جوش یا Overlap است. این عیب میتواند در فرآیندهای جوشکاری مختلفی مانند MIG، TIG و جوشکاری الکترود دستی (Stick) رخ دهد و در صورت وقوع، حتماً باید شناسایی و برطرف شود.
در این مقاله، به طور کامل بررسی میکنیم که روی هم افتادگی جوش چیست، چه عواملی باعث آن میشوند، بهترین راهها برای جلوگیری از آن کدامند و اگر با آن مواجه شدید، چگونه آن را برطرف کنید.
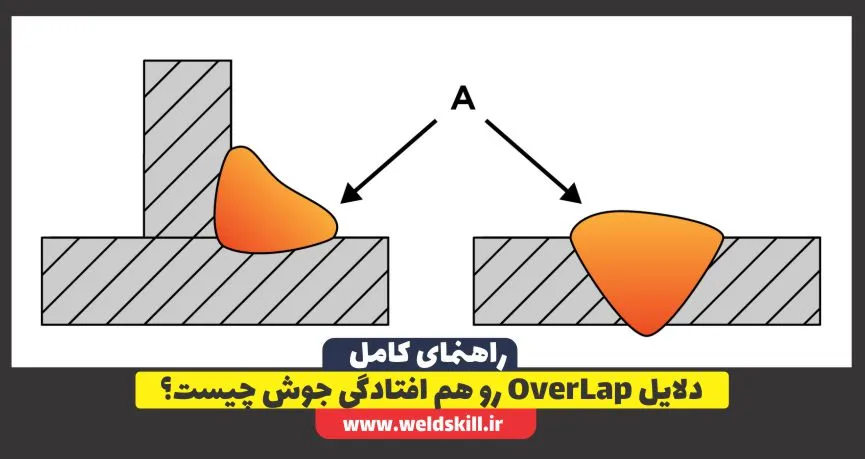
روی هم افتادگی در جوش زمانی اتفاق میافتد که حجم فلز جوش در گرده جوش (Weld Bead) بیش از حد باشد. این فلز اضافی روی لبههای فلز پایه سرریز میکند اما به درستی با آن ذوب و ادغام نمیشود. به این عیب گاهی «لبه سرد» (Cold Lap) نیز گفته میشود.
روی هم افتادگی یک عیب جوشکاری محسوب میشود، زیرا لبههای جوش با فلز پایه ادغام نشدهاند و این موضوع باعث ایجاد یک اتصال ضعیفتر میشود.
این عیب علاوه بر کاهش استحکام اتصال، بر ظاهر و هزینه نهایی جوش نیز تأثیر منفی میگذارد. یک جوش با روی هم افتادگی ظاهر زیبایی ندارد و به این معناست که فلز پرکننده (Filler Metal) بیش از حد نیاز مصرف شده است. تکرار این اتفاق باعث میشود که مواد مصرفی شما سریعتر از انتظار تمام شود و در بلندمدت، هزینه کلی پروژه افزایش یابد.
اگر ولتاژ (در جوشکاری MIG) بیش از حد پایین یا سرعت سیمرسانی (Wire Feed Speed) خیلی زیاد باشد، حجم زیادی از فلز پرکننده بدون حرارت کافی در حوضچه جوش رسوب میکند. این فلز اضافی روی لبههای فلز پایه سرریز کرده و باعث ایجاد روی هم افتادگی میشود.
در جوشکاری الکترود دستی (Stick) یا TIG، آمپراژ پایین باعث میشود که فلز جوش به درستی در لبهها (Toes) ذوب و نفوذ نکند و در نتیجه، عیب روی هم افتادگی به وجود آید.
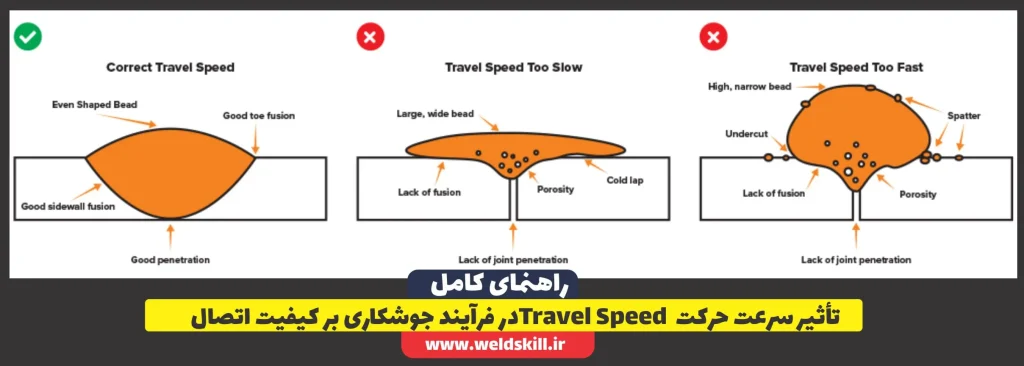
این نمودار، رابطه مستقیم سرعت جوشکاری با سلامت و ساختار نهایی مهره جوش را در سه حالت مختلف نشان میدهد:
حرکت بیش از حد آهسته در طول خط جوش نیز یکی دیگر از دلایل اصلی این عیب است. نرخ رسوب فلز پرکننده ثابت است؛ بنابراین اگر با سرعت کافی حرکت نکنید، فلز در حوضچه جوش جمع میشود و یک گرده جوش محدب (Convex Bead) و بزرگ ایجاد میکند که در نهایت سرریز شده و روی هم افتادگی را به وجود میآورد.
جوشکاری با زاویه اشتباه، یا انتخاب سیم جوش، الکترود یا فیلری که بیش از حد بزرگ باشد، میتواند باعث روی هم افتادگی شود.
نحوه نگه داشتن تورچ و زاویهای که فلز پرکننده با آن به حوضچه جوش وارد میشود، بر نفوذ و شکلگیری گرده جوش تأثیر مستقیم دارد. اگر زاویه حرکت شما بیش از حد کم یا زیاد باشد، یا اگر قوس الکتریکی (Arc) دقیقاً در مرکز اتصال قرار نگیرد، احتمال بروز روی هم افتادگی جوش وجود دارد.
همچنین، اگر سایز ماده پرکننده برای ضخامت فلزی که در حال جوشکاری آن هستید بزرگ باشد، فلز اضافی در محل اتصال جمع میشود و پس از پر شدن، سرریز کرده و این عیب را ایجاد میکند.
کیفیت آمادهسازی و مونتاژ قطعات نیز بر احتمال بروز روی هم افتادگی تأثیرگذار است. وجود پلیسه (Burrs)، سطوح ناهموار یا عدم چفت شدن صحیح قطعات در محل اتصال، همگی میتوانند مشکلساز شوند.
برای پیشگیری از عواملی که باعث روی هم افتادگی میشوند، میتوانید اقدامات زیر را انجام دهید:
اگر سرعت سیمرسانی شما زیاد یا ولتاژ و آمپراژ دستگاهتان پایین است، باید آن را برای جلوگیری از overlap تنظیم کنید.
اگر از تنظیمات صحیح دستگاه خود مطمئن نیستید، به دفترچه راهنمای تنظیمات مراجعه کنید. اغلب دستگاههای MIG یک جدول راهنما در داخل درب خود دارند. برای تنظیمات TIG و الکترود دستی نیز میتوانید از راهنماهای معتبر جوشکاری به عنوان نقطه شروع استفاده کنید.
پس از تنظیم دستگاه بر اساس آمپراژ توصیهشده، همیشه ایده خوبی است که این تنظیمات را روی یک قطعه فلز اضافی آزمایش کنید. به این ترتیب، میتوانید قبل از شروع کار اصلی، تنظیمات را به بهترین شکل ممکن بهینه کنید. اگر در حین آزمایش با روی هم افتادگی مواجه شدید، تنظیمات را تا زمانی که مشکل برطرف شود تغییر دهید.
اگر سرعت حرکت شما بیش از حد پایین است و باعث تجمع بیش از حد فلز جوش میشود، سرعت خود را بیشتر کنید. البته نباید آنقدر سریع حرکت کنید که باعث بروز عیوب دیگری در جوش شوید، اما سرعت باید به اندازهای باشد که فلز پرکننده به خوبی با فلز پایه ذوب شود و سرریز نکند.

انتخاب سایز مناسب برای فیلر و قرارگیری صحیح آن، نه تنها برای جلوگیری از روی هم افتادگی، بلکه برای ایجاد یک جوش باکیفیت، حیاتی است.
زاویهای که با آن فلز پرکننده را به حوضچه جوش اضافه میکنید، باید بین 10 تا 15 درجه (نسبت به خط عمود) و به صورت زاویه فشاری (Push) یا کششی (Pull) باشد (بسته به نوع جوشکاری). همچنین مطمئن شوید که قوس الکتریکی دقیقاً به مرکز اتصال هدایت میشود تا فلز جوش به طور یکنواخت توزیع شود.
در نهایت، اطمینان حاصل کنید که سیم جوش، الکترود یا فیلری که استفاده میکنید، سایز مناسبی برای ضخامت قطعه کار دارد. اگر بیش از حد بزرگ باشد، به حرارت بیشتری برای ذوب شدن نیاز دارد و فلز زیادی به اتصال اضافه میکند. اگر هم بیش از حد کوچک باشد، برای پر کردن کامل اتصال کافی نخواهد بود.

سطح فلز پایه را به طور کامل تمیز کنید و اطمینان حاصل کنید که لبههای اتصال صاف و به صورت یکنواخت در کنار هم قرار گرفتهاند. این کار از بروز مشکلاتی مانند همپوشانی ورقها در یک سمت و ایجاد شکاف بزرگ در سمت دیگر جلوگیری میکند.
اگر قطعات به درستی مونتاژ نشوند، ممکن است با مشکلات متعددی از جمله روی هم افتادگی جوش مواجه شوید.
مانند سایر عیوب جوشکاری، برای اصلاح روی هم افتادگی نیز باید بخش معیوب جوش را تا رسیدن به فلز جوش سالم و یک پروفیل صاف و یکدست، سنگ بزنید. این کار معمولاً با استفاده از یک دیسک سنگزنی (Grinding Disk) ظریف انجام میشود که به شما امکان میدهد فقط قسمت سرریز شده جوش را بردارید.
هنگام انجام این کار بسیار مراقب باشید که فلز جوش بیش از حد برداشته نشود، زیرا این کار ممکن است منجر به عیب دیگری به نام «کمبود پرکنندگی» (Underfill) در اتصال شود.
روی هم افتادگی جوش (Overlap) عیبی رایج اما کاملاً قابل پیشگیری است. با کنترل دقیق عواملی مانند آمپراژ، سرعت حرکت، زاویه الکترود و آمادهسازی صحیح سطح، میتوانید از بروز آن جلوگیری کرده و کیفیت اتصالات خود را تضمین کنید. به یاد داشته باشید که دستیابی به جوشکاری بینقص نیازمند دانش فنی و مهارت عملی است.
اگر به آموزش جوشکاری تخصصی یا مشاوره در زمینه بازرسی جوش نیاز دارید، تیم ما آماده راهنمایی شماست. با ما از طریق شمارههای 09376060577 و 02166000448 در تماس باشید.
1. روی هم افتادگی جوش (Cold Lap) چیست؟
حالتی است که فلز مذاب جوش روی سطح فلز پایه جامد شده جاری میشود اما با آن ذوب یا ترکیب شیمیایی کامل نمیشود؛ به عبارت دیگر، عدم ذوب در پنجه جوش رخ میدهد.
2. ظاهر فیزیکی این عیب چگونه است؟
جوش به نظر "انباشته شده" یا "آویزان" میآید و در لبههای پنجه جوش، سطح جوش روی فلز پایه نشسته است و اتصال متالورژیکی صورت نگرفته است.
3. دلیل اصلی ایجاد روی هم افتادگی چیست؟
کمبود گرمایش کافی برای ذوب کردن لبههای فلز پایه، که معمولاً ناشی از سرعت حرکت بیش از حد آهسته یا تنظیمات پایین جریان (آمپر) است.
4. آیا سرعت حرکت خیلی کم میتواند مستقیماً باعث این عیب شود؟
بله، سرعت خیلی کم باعث انباشته شدن بیش از حد فلز مذاب در یک نقطه میشود. این حجم زیاد حرارت را جذب کرده و اجازه نمیدهد حرارت به لبههای فلز پایه برای ذوب کامل برسد.
5. تأثیر جریان (آمپر) پایین بر Cold Lap چگونه است؟
جریان پایین باعث کاهش انرژی حرارتی قوس میشود و فلز پایه به دمای ذوب نمیرسد یا زمان لازم برای ذوب آن فراهم نمیشود، در نتیجه Cold Lap رخ میدهد.
6. مهمترین عواقب وجود Cold Lap در یک سازه چیست؟
کاهش شدید استحکام اتصال و مقاومت در برابر بارگذاری، تمرکز تنش در محل جدایش، و ایجاد مسیری آسان برای شروع ترکها.
7. بهترین راه حلهای فنی برای جلوگیری از روی هم افتادگی کدامند؟
تنظیم دقیق پارامترهای جوشکاری شامل افزایش جریان (آمپر) و ولتاژ، و همچنین حفظ سرعت حرکت مناسب و ثابت.
8. آیا تمیزی سطح قطعه کار روی این عیب تأثیرگذار است؟
بله، وجود آلودگیهایی مانند زنگزدگی، رنگ یا پوسته اکسیدی ضخیم، نقطه ذوب سطح فلز پایه را بالا برده و مانع از ذوب شدن صحیح آن میشود.
9. این عیب در کدام فرآیندهای جوشکاری شایعتر است؟
این عیب بیشتر در جوشکاری قوسی فلز پوششدار (SMAW) و جوشکاری میگ/مگ (GMAW) در حالتی که تنظیمات نادرست باشد، دیده میشود.
10. تفاوت Cold Lap با Undercut (بریدگی کناری) چیست؟
Cold Lap ناشی از حرارت کم و انباشتگی فلز است؛ در حالی که Undercut ناشی از حرارت زیاد یا سرعت حرکت بیش از حد و در نتیجه فرسایش فلز پایه در لبه جوش است.


