در دنیای صنعت و ساختوساز، جوشکاری به عنوان ستون فقرات اتصالات فلزی نقش حیاتی ایفا میکند. اما آیا تا به حال به ساختار پیچیده یک جوش فکر کردهاید؟ شناخت اجزای جوش نه تنها برای درک استحکام و دوام آن ضروری است، بلکه سنگ بنای موفقیت در هر پروژه جوشکاری محسوب میشود. این راهنمای تصویری جامع، شما را با مهمترین بخشهای هر جوش آشنا میکند. اگر به آموزش جوشکاری علاقهمندید و میخواهید در زمینه بازرسی جوش مهارت کسب کنید، یا به دنبال یک آموزشگاه جوشکاری معتبر هستید که استانداردها را رعایت کند، این مطلب دیدگاهی عمیقتر از علم جوشکاری به شما میدهد و مسیر ورود به دنیای حرفهای Weldskill را هموار میسازد.
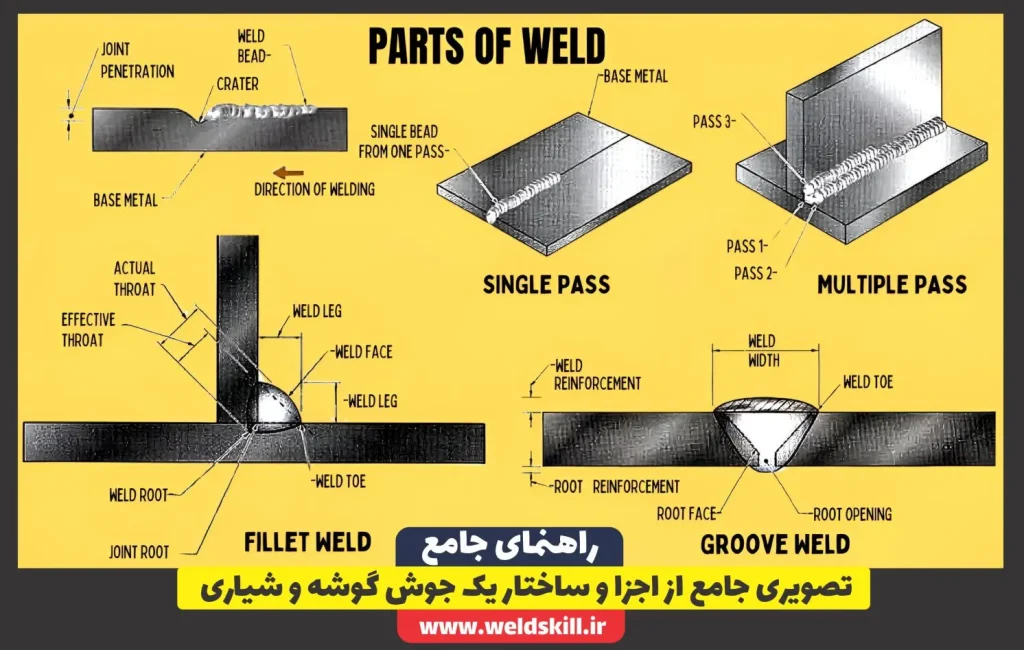
تصویری جامع از اجزا و ساختار یک جوش گوشه و شیاری
1. انواع اصلی جوشکاری: پیوندهای گوشهای و شیاری
جوشکاری فرآیندی است که دو یا چند قطعه فلز را با استفاده از حرارت، فشار یا هر دو به هم متصل میکند. برای درک بهتر اجزای جوش، ابتدا باید با انواع اصلی اتصالات آشنا شویم. دو نوع بسیار رایج که اساس بسیاری از سازههای فلزی را تشکیل میدهند، جوشهای گوشه و شیاری هستند. هر یک از این اتصالات دارای ویژگیها و کاربردهای منحصر به فردی هستند و نیازمند درک دقیق از اجزای تشکیلدهنده خود هستند تا کیفیت و استحکام مطلوب حاصل شود.
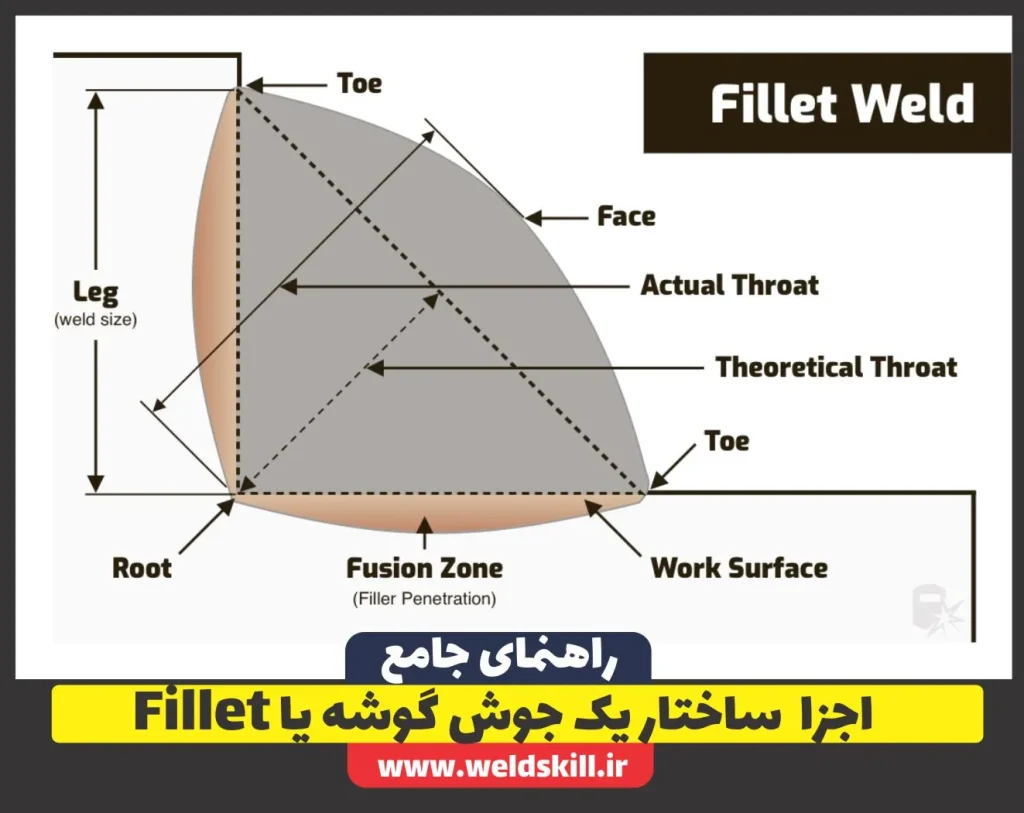
اجزا ساختار یک جوش گوشه یا Fillet
1.1. جوش گوشه (Fillet Weld): اتصال در زوایا
جوش گوشه (Fillet Weld) یکی از رایجترین انواع جوشکاری است که برای اتصال دو قطعه فلز در یک زاویه، معمولاً 90 درجه، به کار میرود. این نوع جوش در ساخت پلها، قابهای فلزی و سازههای عمومی کاربرد فراوان دارد. سادگی اجرا و قابلیت تحمل بارهای مختلف از مزایای آن است، اما طراحی و اجرای صحیح ابعاد آن برای اطمینان از مقاومت کافی حیاتی است.
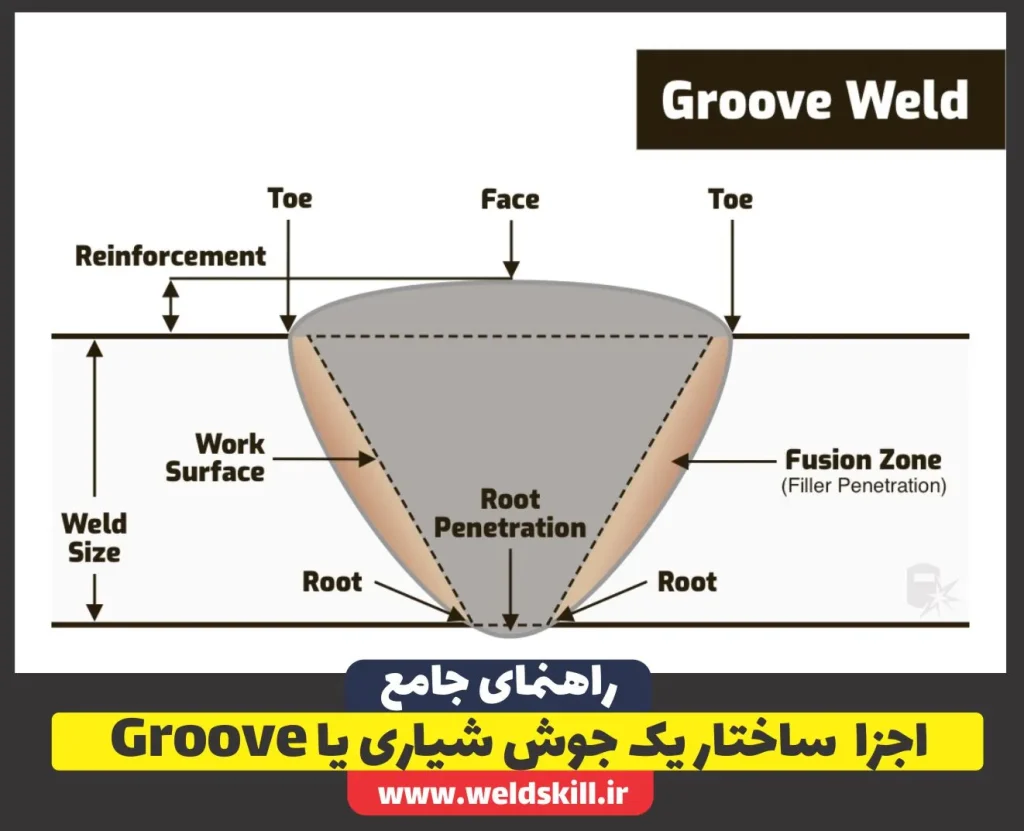
اجزا ساختار یک جوش شیاری یا Groove
1.2. جوش شیاری (Groove Weld): اتصالات لب به لب و عمیق
جوش شیاری (Groove Weld) برای اتصال دو قطعه فلز که در یک صفحه قرار دارند یا به صورت لب به لب (Butt Joint) به هم متصل میشوند، استفاده میشود. برای این منظور، لبههای قطعات قبل از جوشکاری به شکل خاصی آمادهسازی (شیارزنی) میشوند تا نفوذ کامل جوش به داخل ضخامت فلز امکانپذیر شود. این جوشها اغلب در ساخت مخازن تحت فشار و خطوط لوله کاربرد دارند.
2. معرفی اجزای اصلی هر جوش و تعاریف آنها: نگاهی جزئیتر
هر جوش، فارغ از نوع اتصال، از چندین جزء کلیدی تشکیل شده است که هر یک نقش مهمی در کیفیت و استحکام نهایی آن ایفا میکنند. درک این اجزا، نخستین گام در تشخیص جوشهای صحیح از معیوب و تضمین عملکرد ایمن آنها است. این بخش به معرفی و تعریف این اجزای بنیادی میپردازد تا تصویر واضحتری از ساختار یک جوش به دست آید.
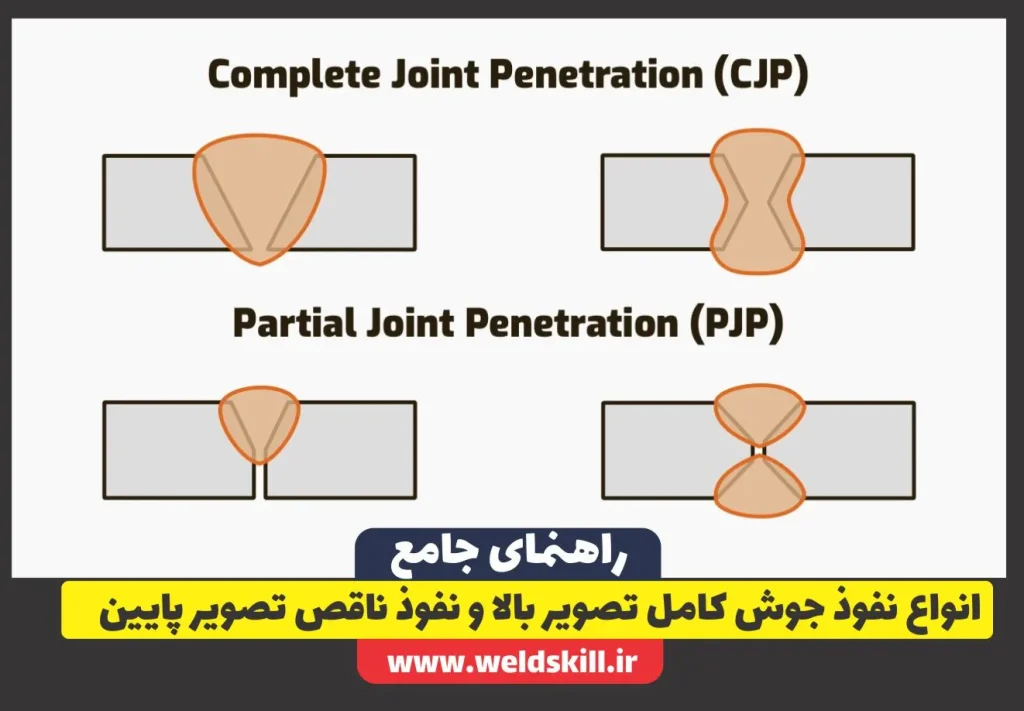
انواع نفوذ جوش کامل تصویر بالا و نفوذ ناقص تصویر پایین
2.1. نفوذ جوش (Joint Penetration): عمق پیوند
نفوذ جوش به عمق ذوب شدن فلز پایه توسط قوس الکتریکی اشاره دارد و از حیاتیترین عوامل در تضمین استحکام یک اتصال جوش است. میزان نفوذ کافی، اتصال کامل بین دو قطعه را تضمین کرده و از بروز نقصهایی نظیر عدم نفوذ (Lack of Penetration) جلوگیری میکند. کنترل دقیق پارامترهای جوشکاری مانند جریان، ولتاژ و سرعت حرکت، نقش کلیدی در دستیابی به نفوذ مطلوب دارد و کیفیت نهایی جوش را تعیین میکند.
انواع اشکال مهره جوش WeldBead
2.2. دانه جوش (Weld Bead): ردپای ذوب
دانه جوش، همان مسیری است که فلز مذاب پس از سرد شدن بر روی قطعه کار از خود به جا میگذارد. ظاهر منظم، یکنواخت و بدون نقص دانه جوش نه تنها نشاندهنده مهارت بالای جوشکار است، بلکه بیانگر کیفیت مطلوب فرآیند جوشکاری و خواص مکانیکی مناسب جوش نهایی است. عرض و ارتفاع دانه باید متناسب با طراحی و ضخامت قطعات باشد و یکنواختی آن حاکی از کنترل صحیح حوضچه مذاب است.
انواع گودال جوش Crater پایان هر پاس
2.3. گودال جوش (Crater): پایان هر پاس
گودال جوش، فرورفتگی کوچکی است که در انتهای هر دانه جوش، به ویژه در پایان یک پاس جوشکاری، تشکیل میشود. این ناحیه به دلیل انجماد سریع فلز مذاب در لحظه قطع شدن قوس ایجاد میشود و باید به درستی پر شود تا از تمرکز تنش و ترکخوردگی جلوگیری شود. تنظیم صحیح زمان توقف قوس یا تکنیک پسزدن مشعل، به پر کردن کامل گودال و جلوگیری از تشکیل عیوب کمک میکند.
2.4. فلز پایه (Base Metal): بنیاد اتصال
فلز پایه به قطعات اصلی فلزی اطلاق میشود که قرار است توسط فرآیند جوشکاری به هم متصل شوند. خواص مکانیکی و شیمیایی این فلزات، مانند ترکیب شیمیایی، استحکام و قابلیت جوشکاری، تأثیر مستقیمی بر انتخاب فرآیند و مواد مصرفی جوشکاری دارند. آمادهسازی صحیح فلز پایه، شامل تمیزکاری و حذف آلودگیها، برای ایجاد یک جوش قوی و بدون نقص ضروری است.
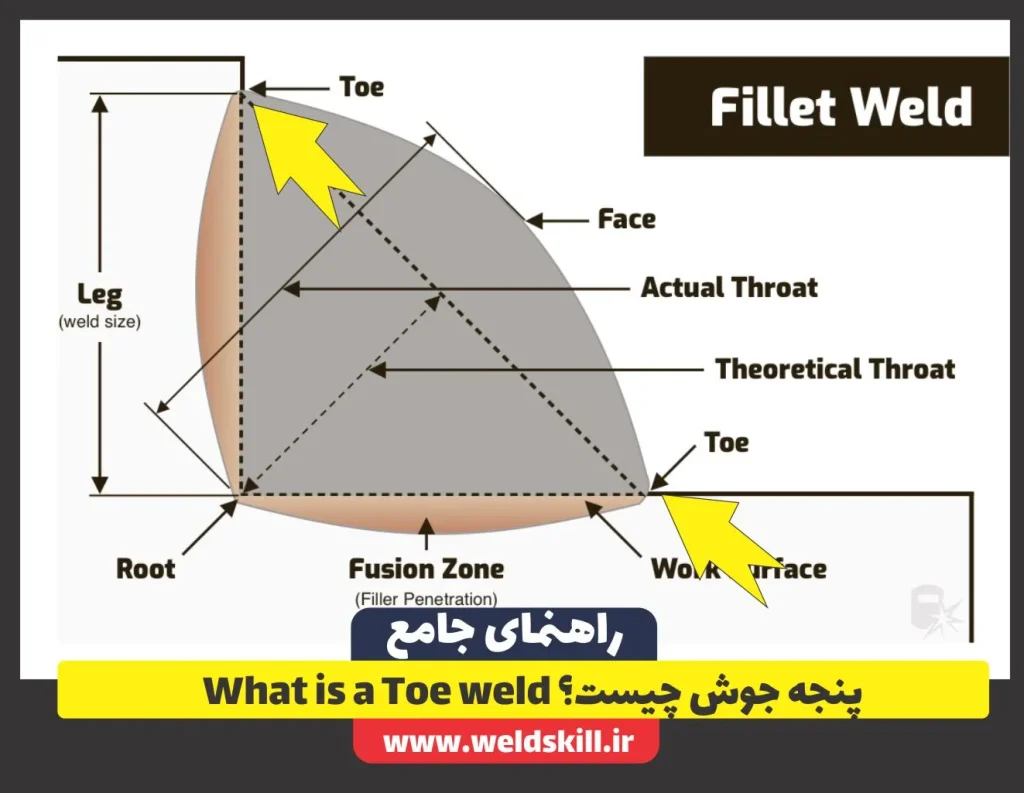
پنجه جوش چیست؟ What is a Toe weld
2.5. پنجه جوش (Weld Toe): مرز مهم
پنجه جوش، مرز بین فلز جوش (فلز پرکننده) و فلز پایه است. این ناحیه به دلیل تغییر ناگهانی هندسه، میتواند مستعد تمرکز تنش باشد، بنابراین باید به آرامی و بدون پلهگذاری (undercut) به فلز پایه منتقل شود. شکلگیری صحیح پنجه جوش از اهمیت بالایی برخوردار است تا از ایجاد ترکهای سطحی و خستگی جلوگیری شود؛ زاویه مناسب بین وجه جوش و فلز پایه، کیفیت این ناحیه را بهبود میبخشد.
3. ابعاد جوش: معیارهای هندسی برای استحکام
ابعاد هندسی یک جوش، از جمله عرض، ساق و گلو، نقش اساسی در تعیین استحکام و قابلیت تحمل بار آن دارند. طراحی و اجرای دقیق این ابعاد طبق استانداردها و نقشههای مهندسی، از اهمیت ویژهای برخوردار است. انحراف از ابعاد مطلوب میتواند منجر به کاهش ظرفیت باربری جوش یا ایجاد نقاط ضعف شود.
3.1. ساق جوش (Weld Leg) در جوش گوشه:
ساق جوش، فاصلهی از ریشه اتصال تا پنجه جوش در هر یک از صفحات متصلشونده است. این ابعاد در طراحی جوشهای گوشه بسیار مهم است و نشاندهنده اندازه اسمی جوش است. ساقهای برابر در یک جوش گوشه متقارن، به توزیع یکنواخت تنش کمک میکند؛ در جوشهای غیرمتقارن، ساقها میتوانند متفاوت باشند اما باید با دقت محاسبه شوند.
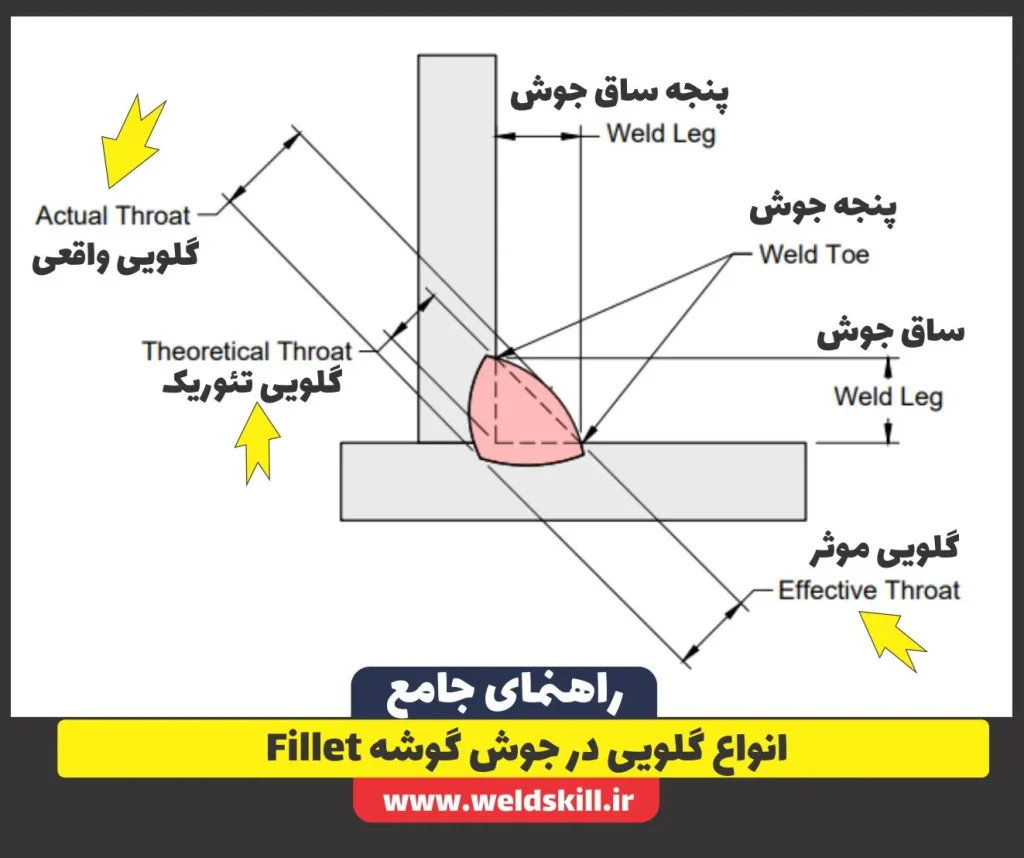
3.2. گلوی واقعی (Actual Throat) و گلوی مؤثر (Effective Throat) در جوش گوشه:
گلوی واقعی (Actual Throat): کوتاهترین فاصله از ریشه جوش تا وجه جوش است.
گلوی مؤثر (Effective Throat): کوتاهترین فاصله از ریشه اتصال تا وجه جوش به صورت عمود است. گلوی مؤثر معیار اصلی برای محاسبه استحکام جوش گوشه است و باید به اندازه کافی باشد تا مقاومت لازم را تأمین کند. تضمین گلوی مؤثر کافی، از اهمیت حیاتی در طراحی سازههای جوشی برخوردار است.
گلوی تئوری (Theoretical Throat)
یک بعد محاسباتی و طراحی در جوش گوشه است که برای تخمین استحکام اتصال استفاده میشود. این مقدار، حداقل گلوی مورد نیاز برای رسیدن به مقاومت طراحی شده را مشخص میکند.
• تعریف هندسی: کوتاهترین فاصله از ریشه اتصال تا خط مستقیمی که پنجههای جوش را به هم متصل میکند. • کاربرد اصلی: مبنای محاسبات طراحی جوش است. • فرمول رایج: در یک جوش گوشه استاندارد (زاویه ۴۵ درجه)، اندازه گلوی تئوری تقریباً برابر با سایز ساق × 0.707 است.
3.3. عرض جوش (Weld Width) در جوش شیاری:
عرض جوش به پهنای کلی فلز جوش اشاره دارد که کل شیار را پوشش میدهد. این عرض باید به اندازه کافی باشد تا تمام ناحیه آمادهسازی شده را پر کند و به فلز پایه اتصال مناسبی داشته باشد. کنترل عرض جوش به جلوگیری از عیوب لبهای مانند Undercut یا Overlap کمک میکند.
3.4. ریشه باز (Root Opening) و وجه ریشه (Root Face) در جوش شیاری:
ریشه باز (Root Opening): فاصله بین لبههای آمادهسازی شده قطعات در ناحیه ریشه قبل از جوشکاری است. این فاصله برای نفوذ کامل و دسترسی مناسب الکترود یا مشعل به ریشه جوش بسیار مهم است.
وجه ریشه (Root Face): بخش صاف و عمودی لبه آمادهسازی شده در ناحیه ریشه است. اندازه وجه ریشه بر نفوذ و سهولت جوشکاری تأثیر میگذارد؛ ریشه فیس کوچکتر معمولاً نفوذ بیشتری را امکانپذیر میسازد.
تحلیلگر هوشمند اجزای جوش
نمودار در اینجا نمایش داده میشود
- تعریف و توضیحات:
- ویژگیهای یک جوش استاندارد:
- عیوب احتمالی و پیامدها:
- علائم و نشانههای عیب:
4. پاسهای جوش و تقویت (Reinforcement): لایه به لایه تا استحکام
در جوشکاری، “پاس” به یک لایه از فلز جوش اشاره دارد که در یک حرکت پیوسته ایجاد میشود. بسته به ضخامت قطعات و نوع اتصال، ممکن است از یک یا چند پاس برای تکمیل جوش استفاده شود. تقویت جوش نیز به فلز اضافی اطلاق میشود که برای افزایش استحکام در بالا و پایین جوش اعمال میگردد.
4.1. جوش تکپاس (Single Pass): سرعت و سادگی:
این نوع جوش تنها با یک بار حرکت الکترود یا مشعل تکمیل میشود و معمولاً برای اتصالات نازک یا جوشهایی که نیازی به استحکام بسیار بالا ندارند، مناسب است. سرعت بالا و هزینه کمتر از مزایای آن است، اما کنترل دقیق پارامترها برای جلوگیری از سوختگی (burn-through) و نفوذ ناکافی در آن حیاتی است.
معرفی انواع پاس های جوشکاری
4.2. جوش چندپاس (Multiple Pass): استحکام و ضخامت:
هنگامی که نیاز به اتصال قطعات ضخیمتر یا دستیابی به استحکام بالا وجود دارد، از روش جوش چندپاس استفاده میشود. در این روش، چندین لایه جوش (مثلاً Pass 1, Pass 2, Pass 3) بر روی هم قرار میگیرند. هر پاس قبل از اعمال پاس بعدی خنک میشود که به کاهش اعوجاج، بهبود خواص مکانیکی جوش و افزایش قابلیت اطمینان اتصال کمک میکند.
4.3. تقویت جوش (Weld Reinforcement) و تقویت ریشه (Root Reinforcement):
تقویت جوش (Weld Reinforcement): مقدار فلز جوش اضافی است که از سطح فلز پایه بیرون زده است. این تقویت به افزایش استحکام جوش کمک میکند، اما نباید بیش از حد باشد تا از تمرکز تنش و ایجاد نقاط شکست جلوگیری شود؛ یک تقویت نرم و یکنواخت ایدهآل است.
تقویت ریشه (Root Reinforcement): مقدار فلز جوش اضافی در سمت ریشه جوش (پشت اتصال) است. این بخش نیز به استحکام جوش کمک میکند و باید از نظر ارتفاع و شکل مناسب باشد تا از عیوب ریشه جلوگیری شود.
5. جهت جوشکاری و کیفیت نهایی: هر حرکت مهم است
جهت حرکت مشعل یا الکترود در طول خط جوش، تأثیر مستقیمی بر شکل دانه، عمق نفوذ، ظاهر نهایی و حتی سرعت انجماد فلز مذاب دارد. انتخاب جهت صحیح و تکنیک مناسب، به جوشکار کمک میکند تا حوضچه مذاب را بهتر کنترل کرده و از بروز عیوب جلوگیری کند. این عامل، همراه با سرعت حرکت، بر کیفیت نهایی و شکل هندسی جوش بسیار تأثیرگذار است.
تاثیر تکنیک PUSHبر Pull بر عمق نفوذ و پهنه جوش
5.1. جهت جوشکاری (Direction of Welding):
جهت حرکت الکترود یا مشعل (Push یا Drag) بر روی حوضچه مذاب تأثیر میگذارد. به عنوان مثال، در فرآیند TIG یا MIG با گاز محافظ آرگون، معمولاً از تکنیک “کشیدن” (Drag) استفاده میشود تا دید بهتری به حوضچه مذاب و نفوذ بیشتر ایجاد شود. این عامل باید با توجه به نوع فلز، ضخامت و فرآیند جوشکاری انتخاب شود.
جمعبندی:
درک عمیق از اجزای جوش، از نفوذ اولیه تا ساختار پیچیده جوشهای گوشه و شیاری، پایه و اساس هرگونه فعالیت موفق در حوزه جوشکاری است. این دانش نه تنها به جوشکاران کمک میکند تا اتصالات قویتر و بادوامتری ایجاد کنند، بلکه برای مهندسان و بازرسان نیز در ارزیابی کیفیت و ایمنی سازهها ضروری است. با یادگیری و بهکارگیری صحیح این اصول، میتوانیم از کیفیت و پایداری سازههای فلزی اطمینان حاصل کنیم. اگر به دنبال ارتقاء مهارتهای خود در این زمینه هستید و میخواهید به یک متخصص حرفهای تبدیل شوید، شرکت در دورههای آموزش جوشکاری تخصصی میتواند گام بلندی برای شما باشد. برای مشاوره و ثبتنام با ما در ارتباط باشید: 09376060577– 02166000448.
پرسش و پاسخ متداول (FAQ) درباره اجزا جوش
1. "اجزای جوش" شامل چه مواردی میشود؟
شامل نفوذ، دانه جوش، گودال، فلز پایه، پنجه جوش، ابعاد (ساق، گلو، عرض)، پاسها (تکپاس، چندپاس) و تقویتها (جوش و ریشه) است.
2. چرا نفوذ جوش اهمیت دارد؟
نفوذ کافی جوش تضمینکننده اتصال کامل و استحکام مکانیکی بالای جوش است و از ضعفهای ساختاری مانند عدم نفوذ جلوگیری میکند.
جوش گوشه دو قطعه را در یک زاویه متصل میکند، در حالی که جوش شیاری دو قطعه را به صورت لب به لب یا در یک صفحه با آمادهسازی لبهها به هم پیوند میدهد.
4. منظور از "گلوی مؤثر" در جوش گوشه چیست؟
گلوی مؤثر، کوتاهترین فاصله عمودی از ریشه اتصال تا وجه جوش است و اصلیترین معیار برای محاسبه استحکام جوش گوشه محسوب میشود.
5. اهمیت "پنجه جوش" در چیست؟
پنجه جوش مرز بین فلز جوش و فلز پایه است و باید انتقال آرام و بدون پلهای داشته باشد تا از تمرکز تنش و شروع ترک جلوگیری شود.
6. نقش "تقویت جوش" چیست و چرا نباید بیش از حد باشد؟
تقویت جوش، فلز جوش اضافی روی سطح است که به استحکام کمک میکند، اما بیش از حد آن میتواند منجر به تمرکز تنش و شکستگی شود.
7. "ریشه باز" و "وجه ریشه" در جوش شیاری چه اهمیتی دارند؟
ریشه باز برای نفوذ کامل جوش به عمق شیار و وجه ریشه برای کنترل نفوذ و سهولت جوشکاری در این نوع اتصال حیاتی هستند.
8. چگونه میتوان از کیفیت مناسب اجزای جوش اطمینان حاصل کرد؟
با آموزش صحیح جوشکاری، تجربه کافی جوشکار، کنترل دقیق پارامترهای جوشکاری و انجام بازرسیهای چشمی و غیرمخرب (NDT) پس از جوشکاری.
9. چرا جوش چندپاس (Multiple Pass) برای قطعات ضخیمتر ترجیح داده میشود؟
جوش چندپاس با لایههای متوالی، کنترل حرارت ورودی را بهبود میبخشد، اعوجاج را کاهش میدهد و استحکام و خواص مکانیکی بهتری را در قطعات ضخیمتر فراهم میکند.
10. برای تبدیل شدن به جوشکار ماهر و متخصص در بازرسی جوش چه توصیهای دارید؟
شرکت در دورههای آموزش جوشکاری معتبر و تخصصی و کسب تجربه عملی تحت نظارت اساتید مجرب ضروری است. Weldskill میتواند در این مسیر شما را یاری کند.