برای جوشکاران مبتدی، مواجه شدن با مشکل جوش نخوردن آهن بسیار رایج و دلسردکننده است. این مشکل میتواند ناشی از عوامل مختلفی باشد که اغلب با کمی دانش و تمرین قابل حل هستند. در این مقاله به بررسی دلایل اصلی این مسئله میپردازیم تا به شما در مسیر یادگیری کمک کنیم. اگر به دنبال آموزش جوشکاری آهن هستید، آموزشگاه جوشکاری ولداسکیل با ارائه دورههای تخصصی، راهنمای شما برای تسلط بر این حرفه خواهد بود.
قطعه کار حتما قبل از جوشکاری را تمیز کنید
1.تمیز نبودن سطح کار
تمیزکاری سطح فلز یکی از مهمترین مراحل جوشکاری است که اغلب توسط مبتدیان نادیده گرفته میشود. وجود آلودگیهایی مانند زنگزدگی، رنگ، روغن، گریس یا پوستههای اکسیدی (mill scale) بر روی سطح فلز، مانع از نفوذ صحیح جوش میشود. این آلایندهها در دمای بالا میسوزند و گازهایی تولید میکنند که باعث ایجاد تخلخل(porosity) و کاهش استحکام جوش میشوند.
با چند انتخاب ساده، یک چکلیست عملی و کوتاه میگیری.
Cleaning Guide • Workshop
ورودیهاسریع و کاربردی
ایمنی: هنگام سنگزنی/برسکاری از عینک و ماسک استفاده کن. برای استیل فقط ابزار مخصوص استیل استفاده کن (آلودگی آهنی ایجاد نشود).
چکلیست پیشنهادی
—
راهکار: تاثیر آلودگیها بر کیفیت جوش و نحوه تمیزکاری
تصور کنید میخواهید دو قطعه چوب را که روی آنها گرد و غبار ضخیمی نشسته است، با چسب به هم بچسبانید. چسب به جای چسبیدن به چوب، به گرد و غبار میچسبد و اتصال محکمی ایجاد نمیشود. در جوشکاری نیز همین اتفاق میافتد. برای جوشکاری آهن، باید از برس سیمی، سنگ فرز یا سمباده برای حذف کامل زنگزدگی و آلودگیها استفاده کنید. حتی لایههای نازک روغن یا رنگ نیز میتوانند کیفیت جوش را به شدت کاهش دهند.
تنظیمات نادرست دستگاه جوش، به خصوص آمپراژ (شدت جریان) و ولتاژ، یکی از شایعترین دلایل جوش نخوردن آهن است. اگر آمپراژ خیلی کم باشد، گرمای کافی برای ذوب شدن کامل فلز پایه ایجاد نمیشود و جوش به صورت “سرد” روی سطح مینشیند. اگر آمپراژ خیلی زیاد باشد، فلز نازک میسوزد یا جوشکاری با پاشش زیاد همراه خواهد بود.
محاسبهگر آمپر E6013
محاسبهگر آمپر الکترود E6013
ساده، سریع، با پیشنهاد سایز مناسب بر اساس ضخامت.
E6013 • SMAW
ورودیهاقابل استفاده داخل سایت
نتایج تقریبی است و با برند الکترود/دستگاه و شرایط کار تغییر میکند.
نتیجه
آمپر پیشنهادی
— A
بازه: —
سایز مناسبتر برای این ضخامت: — mm
—
—
راهکار: تنظیم صحیح آمپراژ و ولتاژ بر اساس ضخامت فلز
برای درک بهتر، اگر بخواهید یک ورق فلزی نازک (مثلاً 3 میلیمتر) را با آمپراژ بالا جوش دهید، احتمالاً سوراخ میشود. از طرف دیگر، اگر بخواهید یک قطعه ضخیم (مثلاً 12 میلیمتر) را با آمپراژ پایین جوش دهید، جوش به صورت سطحی باقی میماند و نفوذ کافی نخواهد داشت. همیشه باید آمپراژ را بر اساس ضخامت فلز پایه و نوع الکترود یا سیم جوش تنظیم کنید. برای مبتدیان، استفاده از جدولهای راهنمای تنظیمات دستگاهبسیار مفید است.
چگونه الکترود جوشکاری استاندارد و درست را انتخاب کنیم؟
3. انتخاب الکترود یا سیم جوش نامناسب
انتخاب صحیح الکترود یا سیم جوش برای نوع خاصی از فلز و موقعیت جوشکاری بسیار حیاتی است. الکترودها دارای پوششها و ترکیبات شیمیایی مختلفی هستند که خواص جوشکاری متفاوتی ایجاد میکنند. استفاده از الکترودی که برای فولاد نرم طراحی شده است، برای جوشکاری فولادهای پرکربن یا آلیاژی، نتیجه مناسبی نخواهد داشت.
راهکار: تطابق الکترود با نوع فلز و وضعیت جوشکاری
برای مثال، الکترود E6013 یک الکترود همهکاره و مناسب برای مبتدیان است، اما نفوذ کمتری دارد و برای جوشکاریهای سازهای سنگین توصیه نمیشود. در مقابل، الکترود E7018 برای جوشکاریهای سازهای که نیاز به استحکام بالا دارند، مناسب است. انتخاب الکترود باید بر اساس ضخامت فلز، استحکام مورد نیاز و موقعیت جوشکاری (افقی، عمودی، سقفی) انجام شود تا بهترین جوشکاری آهن حاصل گردد.
تکنیک ایجاد قوس الکتریکی
4.تکنیک ضعیف جوشکاری
حتی با وجود تنظیمات درست دستگاه و تمیزکاری سطح، اگر تکنیک جوشکاری شما ضعیف باشد، جوش نخوردن آهن اتفاق میافتد. تکنیک شامل عواملی مانند طول قوس، سرعت حرکت دست، و زاویه الکترود یا تورچ میشود. اشتباه در هر یک از این موارد، باعث توزیع نامناسب حرارت و شکلگیری نامطلوب جوش میشود.
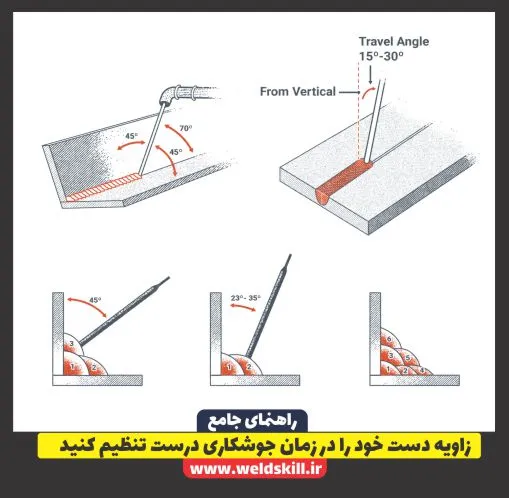
زاویه دست خود را در زمان جوشکاری درست تنظیم کنید
راهکار: کنترل طول قوس و سرعت حرکت دست
اگر سرعت حرکت دست شما بیش از حد سریع باشد، فلز پایه فرصت کافی برای ذوب شدن و ترکیب شدن با فلز پرکننده را پیدا نمیکند و جوش ضعیف میشود. اگر سرعت خیلی آهسته باشد، حرارت بیش از حد در یک نقطه جمع شده و باعث سوختگی فلز (Burn Through) میشود. طول قوس نیز باید به اندازه قطر الکترود باشد؛ قوس بلند باعث پاشش زیاد و نفوذ کم میشود.
5.مشکلات مربوط به منبع تغذیه و تجهیزات
گاهی اوقات مشکل از خود دستگاه جوش یا تجهیزات جانبی است. نوسانات برق، کابلهای جوشکاری نازک یا بلند، اتصال ضعیف کابل زمین (Earth Clamp)، یا خرابی داخلی دستگاه میتواند باعث عملکرد نامناسب و جوش نخوردن آهن شود. اطمینان از سلامت تجهیزات، یک پیشنیاز اساسی برای جوشکاری موفق است.
جمع بندی
جوش نخوردن آهن برای مبتدیان، یک چالش رایج اما قابل حل است. با درک دلایل اصلی این مسئله، میتوانید به سرعت پیشرفت کنید. تمیزکاری سطح، تنظیم صحیح دستگاه، انتخاب الکترود مناسب و بهبود تکنیک، چهار رکن اصلی برای دستیابی به جوشهای قوی و زیبا هستند. هر بار که با مشکل مواجه میشوید، این عوامل را به صورت سیستماتیک بررسی کنید. با تمرین مستمر و توجه به جزئیات، به زودی بر این مشکلات غلبه خواهید کرد و به یک جوشکار ماهر تبدیل خواهید شد.
سوالات متداول
پرسش و پاسخهای جوشکاری
روی هر سوال کلیک کنید تا پاسخ باز شود.
جوش سرد زمانی اتفاق میافتد که حرارت کافی برای ذوب شدن کامل فلز پایه وجود نداشته باشد. در نتیجه، جوش به صورت یک مهره روی سطح فلز مینشیند و نفوذ نمیکند.
اگر جوش به صورت سرد روی سطح مینشیند و نفوذ ندارد، آمپراژ کم است. اگر فلز نازک سوراخ میشود و پاشش زیاد است، آمپراژ زیاد است. به صدای قوس و شکل مهره جوش توجه کنید.
چسبیدن الکترود معمولاً به دلیل پایین بودن آمپراژ یا طول قوس نامناسب (خیلی کوتاه) است. همچنین اگر الکترود مرطوب باشد، چسبندگی ایجاد میشود.
تخلخل به حبابهای گازی گفته میشود که در حین انجماد فلز جوش، درون آن به دام میافتند. این مشکل اغلب به دلیل آلودگی سطح (زنگزدگی، رنگ) یا رطوبت الکترود ایجاد میشود.
بله، پوستههای اکسیدی لایهای از اکسید آهن هستند که روی فولاد نورد گرم ایجاد میشوند و مانع نفوذ کامل جوش میشوند. باید قبل از جوشکاری با سنگزنی یا برس سیمی حذف شوند.
بله، رطوبت درون پوشش الکترود در هنگام جوشکاری تبخیر شده و باعث تولید گازهایی میشود که تخلخل ایجاد میکنند. الکترودها باید قبل از استفاده در دمای مناسب خشک شوند.
برای جلوگیری از سوختن، آمپراژ را کاهش دهید و سرعت حرکت دست را افزایش دهید. همچنین میتوانید از تکنیک جوشکاری نقطهای یا «Stitch Welding» استفاده کنید.
الکترود E6013 به دلیل قوس پایدار و آسان بودن کنترل، برای مبتدیان بسیار مناسب است و در اکثر موقعیتها قابل استفاده است.
پاشش زیاد اغلب به دلیل آمپراژ بالا، طول قوس زیاد، یا نامناسب بودن تنظیمات دستگاه ایجاد میشود.
برای افزایش نفوذ، آمپراژ را کمی افزایش دهید، سرعت حرکت دست را کاهش دهید و از الکترود مناسب با نفوذ عمیق (مثل E6010 یا E7018) استفاده کنید.