
ساعت کاری: 09:00 صبح تا 20:00 بعد از ظهر
مرکز تخصصی آموزش جوشکاری و بازرسی جوش فنی و حرفه ای
مرکز شرق تهران : بزرگراه شهیدزین الدین بلوار دانشگاه ،کارگاه جوشکاری دانشگاه خواجه نصیر
")
آیا تا به حال با جوشهای ضعیف و شکننده دست و پنجه نرم کردهاید؟ آیا میدانستید که یک عامل کلیدی و اغلب نادیده گرفته شده میتواند کیفیت جوشکاری شما را متحول کند؟ این عامل، قطبیت جوشکاری است!
جوشکاری، به عنوان یکی از مهمترین فرآیندهای اتصال در صنایع مختلف، نقشی حیاتی در ساخت و ساز، تولید و تعمیرات ایفا میکند. استحکام و دوام اتصالات جوشکاری شده، مستقیماً بر ایمنی و عملکرد سازهها و تجهیزات تأثیر میگذارد. اما دستیابی به اتصالات بینقص، نیازمند درک عمیق اصول و تکنیکهای جوشکاری است.
در این مقاله، به بررسی 3 نکته کلیدی درباره قطبیت در جوشکاری میپردازیم که به شما کمک میکند تا اتصالات فوقالعاده مستحکمتری ایجاد کنید. با ما همراه باشید تا راز نهفته در پشت این مفهوم به ظاهر ساده را کشف کنیم!
فهرست مطلب
Toggleقطبیت جوشکاری به جهت جریان الکتریکی در فرآیند جوشکاری قوس الکتریکی (GMAW, GTAW, SMAW) اشاره دارد. در این فرآیند، یک مدار الکتریکی بین الکترود (سیم جوش یا تنگستن) و قطعه کار برقرار میشود. جهت جریان الکترونها در این مدار، تعیینکننده قطبیت است.
اما چرا تاثیر قطبیت در جوشکاری اینقدر زیاد است؟ پاسخ در نحوه توزیع حرارت نهفته است. قطبیت، مستقیماً بر موارد زیر تأثیر میگذارد:
نفوذ جوش: عمق نفوذ مذاب در قطعه کار.
شکل گرده جوش: پهنا و ارتفاع گرده جوش.
پاشش: میزان پرتاب ذرات مذاب از حوضچه جوش.
نرخ رسوب: مقدار فلز جوش داده شده در واحد زمان.
تمیزی جوش: میزان اکسیدها و ناخالصیهای باقیمانده در جوش.
به طور کلی، سه نوع قطبیت اصلی در جوشکاری وجود دارد:
1. قطبیت مستقیم (DCEN)
2. قطبیت معکوس (DCEP)
3. جریان متناوب (AC)
در ادامه، به بررسی دقیقتر هر یک از این قطبیتها میپردازیم.
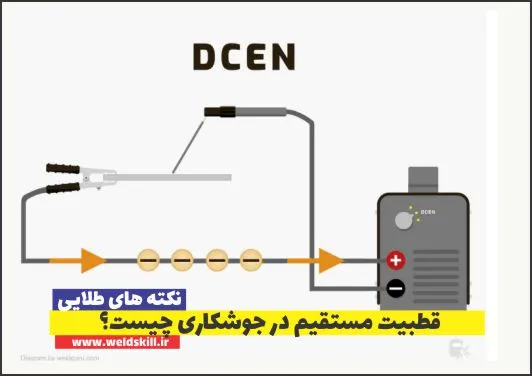
در قطبیت مستقیم (DCEN)، الکترود به قطب منفی منبع تغذیه و قطعه کار به قطب مثبت متصل میشود. به همین دلیل، به آن “الکترود منفی” نیز گفته میشود.
در این حالت، الکترونها از الکترود (منفی) به سمت قطعه کار (مثبت) حرکت میکنند. این جریان الکترونها، باعث تمرکز حرارت در قطعه کار میشود. تقریباً 70% حرارت در قطعه کار و 30% در الکترود تولید میشود. این تمرکز حرارت، منجر به نفوذ عمیق مذاب در قطعه کار میشود.
| نوع الکترود | قطبیت پیشنهادی | توضیحات |
|---|---|---|
| E6010 | DCEP (الکترود مثبت) | نفوذ عمیق، قوس قوی، مناسب برای جوشکاری در تمام حالات (به ویژه سربالا و سقفی) |
| E6011 | AC یا DCEP | مشابه E6010، اما با قابلیت استفاده در جریان متناوب (AC) |
| E6013 | AC, DCEN یا DCEP | کاربرد عمومی، قوس نرم، سرباره کم، مناسب برای ورقهای نازک و جوشکاریهای ظریف |
| E7018 | AC یا DCEP | جوش با کیفیت بالا، هیدروژن کم، استحکام و چقرمگی عالی، مناسب برای سازههای حساس |
| E7024 | AC یا DCEN | نرخ رسوب بالا، مناسب برای جوشکاریهای تخت و افقی با سرعت زیاد |
| الکترودهای سلولزی | معمولاً DCEP | نفوذ خوب سرباره کم |
| الکترودهای روتیلی | AC,DCEN,DCEP | شروع قوس آسان و جوشکاری راحت |
| الکترودهای قلیایی(کم هیدروژن) | AC,DCEP | برای فولاد های با استحکام بالا |

در قطبیت معکوس (DCEP)، الکترود به قطب مثبت منبع تغذیه و قطعه کار به قطب منفی متصل میشود. به همین دلیل، به آن “الکترود مثبت” نیز گفته میشود.
در این حالت، الکترونها از قطعه کار (منفی) به سمت الکترود (مثبت) حرکت میکنند. این جریان الکترونها، باعث میشود که تقریباً 70% حرارت در الکترود و 30% در قطعه کار تولید شود. این توزیع حرارت، منجر به نفوذ کمتر و پهنتر شدن گرده جوش میشود.
پاشش کمتر: به دلیل حرارت کمتر در قطعه کار، پاشش ذرات مذاب کمتر است.
کنترل بهتر حوضچه مذاب: برای جوشکار راحتتر است که حوضچه مذاب را کنترل کند.
مناسب برای ورقهای نازک: از سوختن و تاب برداشتن ورقهای نازک جلوگیری میکند.
مناسب برای فلزات غیر آهنی:برای جوشکاری آلومینیوم، منیزیم و … مناسب است.
نفوذ کمتر: برای جوشکاری فلزات ضخیم مناسب نیست.
سرعت جوشکاری پایینتر: به دلیل حرارت کمتر، نرخ رسوب فلز کمتر است.
جوشکاری ورقهای نازک فلزی.
جوشکاری آلومینیوم، منیزیم و سایر فلزات غیر آهنی.
جوشکاری لایههای نازک (روکشکاری).
در جوشکاری AC، جهت جریان الکتریکی به طور مداوم (معمولاً 50 یا 60 بار در ثانیه) تغییر میکند. به این معنی که الکترود و قطعه کار، به طور متناوب نقش مثبت و منفی را ایفا میکنند.
جوشکاری AC، ترکیبی از ویژگیهای DCEN و DCEP را ارائه میدهد. در هر نیم سیکل، قطبیت تغییر میکند و در نتیجه، توزیع حرارت بین الکترود و قطعه کار نیز تغییر میکند. این امر باعث میشود که AC هم نفوذ نسبتاً خوبی داشته باشد و هم گرده جوش نسبتاً پهنی ایجاد کند.
مناسب برای جوشکاری آلومینیوم: مهمترین مزیت AC، خاصیت پاککنندگی اکسید آلومینیوم است. در نیم سیکلی که قطعه کار مثبت است (DCEP)، یونهای مثبت به سطح آلومینیوم برخورد کرده و لایه اکسیدی را از بین میبرند.
کنترل حرارت ورودی: میتوان با تنظیم تعادل بین نیم سیکلهای مثبت و منفی، حرارت ورودی را کنترل کرد.
پایداری قوس کمتر نسبت به DC: قوس الکتریکی در AC ممکن است کمی ناپایدارتر باشد.
نیاز به تجهیزات خاص: برای جوشکاری AC، به دستگاههای جوشکاری AC یا دستگاههای DC با قابلیت AC نیاز است.
جوشکاری آلومینیوم و آلیاژهای آن (به ویژه در جوشکاری TIG).
جوشکاری منیزیم.
جوشکاری چدن (گاهی اوقات).
جلوگیری از سوختن الکترود تنگستن (در GTAW): در جوشکاری TIG آلومینیوم، AC از سوختن سریع الکترود تنگستن جلوگیری میکند.

| DCEN | DCEP | AC | |
|---|---|---|---|
| رسوب فلز پرکننده | زیاد | کم | متوسط |
| نفوذ جوش | کم عمق/پهن | عمیق/باریک | متعادل |
| تمیزکاری صفحه پایه | خیر | بله | نصف زمان |
| تقویت | ضعیف | عالی | خوب |
| منطقه متاثر از حرارت (HAZ) | پهن | باریک | متوسط |
| ظاهر مهره جوش | ضعیف | خوب | عالی |
| ظرفیت الکترود | ⅛" 400A | ¼" 120A | ⅛" 225A |
| تعادل حرارتی (تقریبی) | 70% الکترود 30% کار |
30% الکترود 70% کار |
50% الکترود 50% کار |
انتخاب قطبیت مناسب در جوشکاری، نقشی حیاتی در کیفیت و استحکام نهایی اتصال ایفا میکند. قطبیت، جهت جریان الکتریکی بین الکترود و قطعه کار را تعیین کرده و بر میزان حرارت تولیدی در هر یک از این دو تاثیر میگذارد. استفاده از قطبیت نامناسب میتواند منجر به مشکلاتی نظیر نفوذ ناکافی، پاشش بیش از حد مذاب و یا کاهش خواص مکانیکی جوش گردد.
به طور کلی، قطبیت DCEN (جریان مستقیم الکترود منفی) برای جوشکاری فلزات ضخیم با نرخ رسوب بالا مناسب است، در حالی که DCEP (جریان مستقیم الکترود مثبت) برای فلزات نازک و یا زمانی که نیاز به تمیزکاری سطح قبل از جوشکاری باشد، ارجحیت دارد. قطبیت AC (جریان متناوب) نیز در فرآیندهایی مانند جوشکاری آلومینیوم به کار میرود.
برای سهولت در انتخاب قطبیت، جدول راهنمای زیر بر اساس جنس فلز، ضخامت و فرآیند جوشکاری، پیشنهادات مفیدی ارائه میدهد:
| جنس فلز | ضخامت | فرآیند جوشکاری | قطبیت پیشنهادی |
|---|---|---|---|
| فولاد کربنی | ضخیم | SMAW, FCAW, GMAW | DCEN |
| فولاد کربنی | نازک | SMAW, GMAW | DCEP |
| فولاد زنگ نزن | ضخیم/متوسط | SMAW, GTAW | DCEN |
| فولاد زنگ نزن | نازک | SMAW, GTAW | DCEP |
| آلومینیوم | - | GTAW | AC |
| آلومینیوم | - | GMAW | DCEP |
| منیزیم | - | GTAW | AC |
در این مقاله، به بررسی 3 نکته کلیدی درباره قطبیت جوشکاری پرداختیم:
1. قطبیت مستقیم (DCEN): نفوذ عمیق، مناسب برای فلزات ضخیم.
2. قطبیت معکوس (DCEP): نفوذ کم، مناسب برای ورقهای نازک و فلزات غیر آهنی.
3. جریان متناوب (AC): ترکیبی از DCEN و DCEP، ایدهآل برای جوشکاری آلومینیوم.
درک و انتخاب قطبیت در جوشکاری، میتواند تفاوت چشمگیری در کیفیت و استحکام اتصالات شما ایجاد کند. با تسلط بر این مفهوم، میتوانید جوشهای بینقصتری ایجاد کنید و از بروز مشکلاتی مانند ترکخوردگی، تخلخل و عدم نفوذ جلوگیری کنید.
همیشه به خاطر داشته باشید که جوشکاری، یک مهارت تجربی است. با مطالعه، تمرین و آزمایش، میتوانید به یک جوشکار ماهر تبدیل شوید و اتصالات مستحکم و بادوامی را خلق کنید.
امیدواریم این مقاله، اطلاعات مفیدی را در اختیار شما قرار داده باشد. اگر سوالی دارید یا میخواهید تجربیات خود را به اشتراک بگذارید، در بخش نظرات با ما در میان بگذارید.


