شما هم میتوانید یک گواهینامه معتبر بینالمللی داشته باشید!
اعتبار تخصص خود را جهانی کنید. همین حالا اقدام کنید و رزومه خود را برای فرصتهای شغلی بهتر ارتقا دهید. کارشناسان ما آماده ارائه مشاوره رایگان به شما هستند.

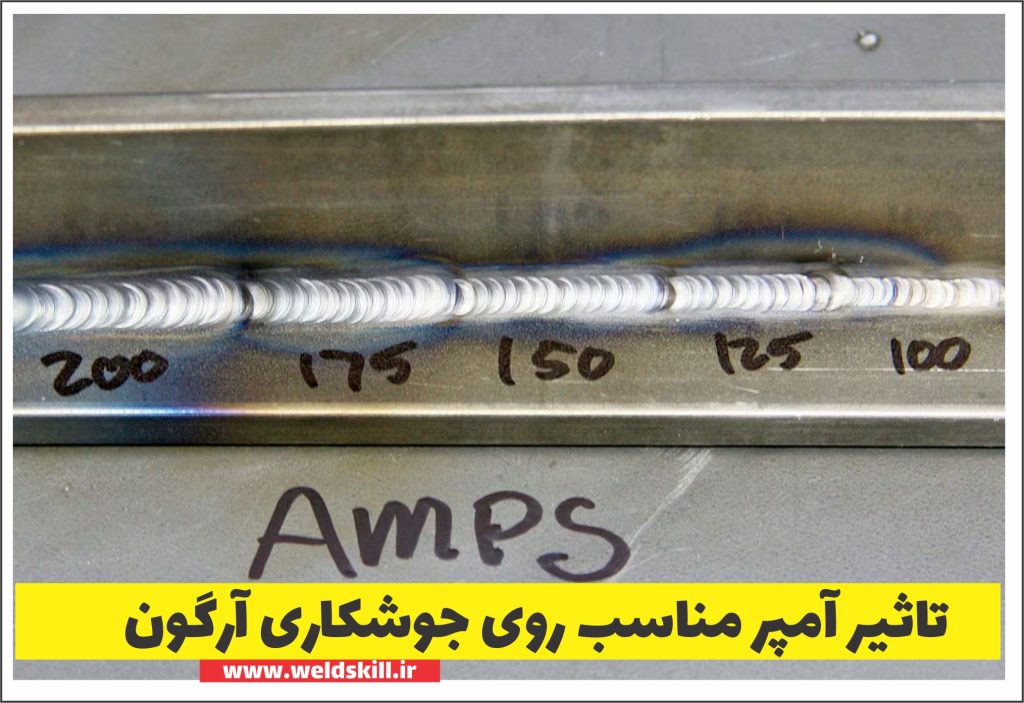
![4 فرمول طلایی برای تنظیم آمپر جوشکاری [ویدئو کامل ]](https://weldskill.ir/wp-content/uploads/2024/09/تظیمات-آمپر-جوشکاری-1024x609.jpg "4 فرمول طلایی برای تنظیم آمپر جوشکاری [ویدئو کامل ]")





مقدمه: چرا پیشگیری ارزانتر از تعمیر سورس است؟ در دنیای...ادامۀ مطلب
مقدمه: عبور از محدودیتهای جوشکاری سنتی در دنیای رقابتی تولید...ادامۀ مطلب
مقدمه: چرا انتخاب دستکش جوشکاری یک هنر است؟ به وبسایت...ادامۀ مطلب
مقدمه : آیا تا به حال به قطعات فلزی دقیق...ادامۀ مطلب







