راهنمای کامل: انبر جوشکاری را به قطب مثبت وصل کنیم یا منفی؟
یکی از اولین و مهمترین سوالاتی که برای هر کارآموز جوشکاری پیش میآید، نحوه صحیح اتصال انبر جوشکاری به دستگاه است. پاسخ این سوال یک “بله” یا “خیر” ساده نیست و درک عمیق آن، یکی از پایههای کلیدی در هر دوره آموزش جوشکاری حرفهای محسوب میشود. ما در آموزشگاه جوشکاری ولداسکیل همیشه تاکید میکنیم که انتخاب صحیح پلاریته، تفاوت بین یک جوش ضعیف و یک اتصال مستحکم را رقم میزند. این مقاله به شما کمک میکند تا با اطمینان کامل، بهترین اتصال را برای هر پروژه انتخاب کنید.
مفهوم کلیدی در جوشکاری: “پلاریته” چیست؟
پلاریته یا قطبیت، به جهت حرکت جریان الکتریکی بین الکترود و قطعه کار در فرآیند جوشکاری قوس الکتریکی گفته میشود. در دستگاههای جوش جریان مستقیم (DC)، شما میتوانید تعیین کنید که انبر الکترودگیر به قطب مثبت وصل شود یا منفی. این انتخاب ساده، تأثیر مستقیمی بر توزیع حرارت، عمق نفوذ جوش و نرخ رسوب فلز دارد و درک آن برای دستیابی به یک جوش باکیفیت و استاندارد کاملاً ضروری است.
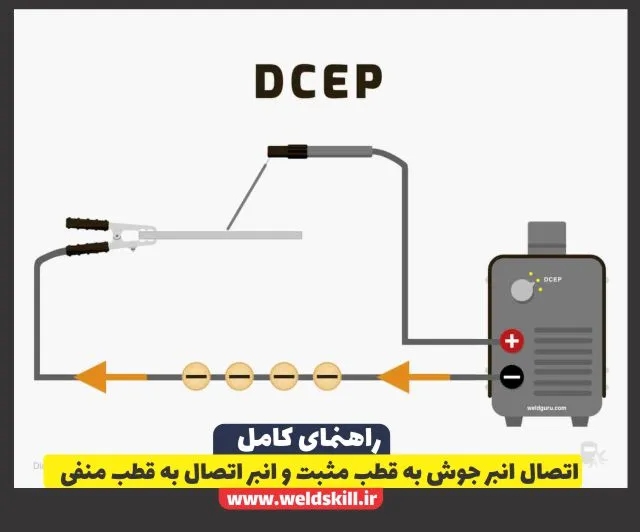
اتصال انبر جوش به قطب مثبت و انبر اتصال به قطب منفی
حالت اول: اتصال انبر جوش به قطب مثبت (+)
این حالت که به آن DCEP یا قطبیت معکوس (Direct Current Electrode Positive) میگویند، به معنای اتصال انبر جوشکاری به کانکتور مثبت دستگاه است. در این روش، حدود ۷۰ درصد حرارت قوس الکتریکی روی انبرجوش متمرکز میشود. این تمرکز حرارت بالا منجر به نفوذ عمیقتر جوش در جوش های دارای ریشه و الکترود پایه سلولوزی، تمیزی بهتر حوضچه مذاب و پایداری قوس بیشتر میشود و آن را به گزینهای ایدهآل برای کارهای حساس و قطعات ضخیم تبدیل میکند.
حرکت الکترون ها در قطبیت های مختلف جوشکاری
کاربردهای DCEP (قطبیت معکوس)
پلاریته DCEP به دلیل ایجاد نفوذ عمیق و جوش تمیز، کاربرد گستردهای دارد. این روش بهترین انتخاب برای اکثر الکترودهای قلیایی (پوشش بازی) مانند E7018 و E7016 است که برای جوشکاری فولادهای ساختمانی و لولههای تحت فشار استفاده میشوند. همچنین در فرآیندهای جوشکاری دیگر مانند جوشکاری با گاز محافظ (GMAW/MIG) برای فولاد و جوشکاری توپودری (FCAW)، استفاده از DCEP بسیار رایج است. این پلاریته برای جوشکاری در تمام وضعیتها، به خصوص حالتهای سقفی و سربالا، عملکرد فوقالعادهای دارد.
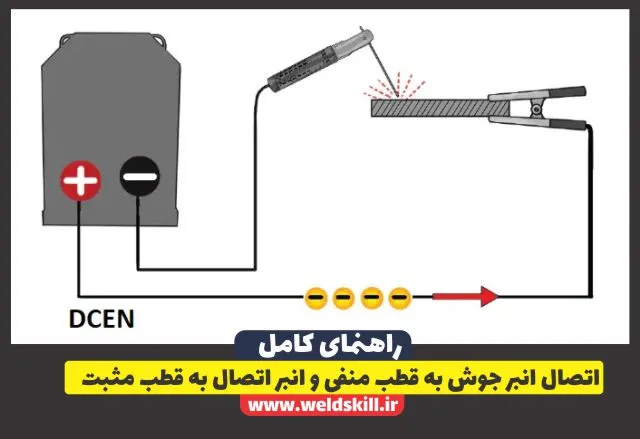
اتصال انبر جوش به قطب منفی و انبر اتصال به قطب مثبت
حالت دوم: اتصال انبر جوش به قطب منفی (-)
در حالت DCEN یا قطبیت مستقیم (Direct Current Electrode Negative)، انبر الکترودگیر به کانکتور منفی دستگاه متصل میشود. برخلاف حالت قبل، در اینجا حرارت بیشتری روی نوک الکترود متمرکز است. این ویژگی باعث میشود الکترود با سرعت بالاتری ذوب شود (نرخ رسوب بالا) اما نفوذ جوش در قطعه کار کمتر و سطحیتر باشد. این حالت برای کنترل بهتر در پروژههای خاص و جلوگیری از سوختن فلزات نازک کاربرد دارد.
از پلاریته DCEN عمدتاً در شرایطی استفاده میشود که به نرخ رسوب بالا و نفوذ کم نیاز داریم. این حالت برای جوشکاری ورقهای فلزی نازک بسیار مناسب است، زیرا از سوختن و سوراخ شدن آنها جلوگیری میکند. برخی الکترودهای روتیلی و سلولزی مانند E6010 و E6011 در پاس ریشه (Root Pass) برای سرعت بالاتر با این پلاریته استفاده میشوند. همچنین، در فرآیند جوشکاری تیگ (GTAW/TIG) برای اکثر فلزات مانند فولاد و استنلس استیل، تورچ آرگون همیشه به قطب منفی متصل میشود.
راهنمای قطبیت جوشکاری
فرآیند و الکترود مورد نظر خود را انتخاب کنید تا نحوه اتصال صحیح را مشاهده نمایید.
انبر / تورچ
انبر اتصال
چگونه پلاریته مناسب را تشخیص دهیم؟
بهترین و مطمئنترین راهنما برای انتخاب پلاریته صحیح، همیشه اطلاعات درج شده روی بستهبندی الکترود است. تولیدکنندگان معتبر، نوع جریان و قطبیت مناسب (AC, DC+, DC-) را به وضوح روی جعبه مشخص میکنند. قبل از شروع هر کاری، این مشخصات را بررسی کنید. نادیده گرفتن این دستورالعمل میتواند منجر به جوش بیکیفیت، پاشش زیاد و حتی ترک خوردن اتصال شود. همیشه به توصیههای سازنده الکترود به عنوان مرجع اصلی خود اعتماد کنید.
جمعبندی
در نهایت، اتصال انبر جوشکاری به قطب مثبت یا منفی یک انتخاب فنی است، نه یک قانون ثابت. به طور خلاصه، برای نفوذ عمیق و جوشکاری قطعات ضخیم با الکترودهایی مانند E7018، از DCEP (انبر به مثبت) استفاده کنید. برای سرعت بالا و جوشکاری ورقهای نازک، DCEN (انبر به منفی) انتخاب بهتری است. مهمتر از همه، همیشه به اطلاعات روی جعبه الکترود به عنوان راهنمای نهایی خود مراجعه کنید. تسلط بر این مفهوم ساده، کیفیت کار شما را به شکل چشمگیری افزایش میدهد.
پرسشهای متداول در زمینه انتخاب قطب مناسب برای انبر جوشکاری
۱. به طور خلاصه انبر را به مثبت وصل کنم یا منفی؟
بستگی به الکترود و ضخامت قطعه کار دارد. برای نفوذ عمیق، به مثبت (DCEP) و برای ورق نازک، به منفی (DCEN) وصل کنید.
۲. اگر اتصال را اشتباه انجام دهم چه میشود؟
جوش شما بیکیفیت خواهد شد. ممکن است با پاشش زیاد، نفوذ کم یا بیش از حد، و قوس ناپایدار مواجه شوید.
۳. برای الکترود E6013 کدام اتصال بهتر است؟
این الکترود با هر سه حالت (AC, DCEP, DCEN) کار میکند، اما بهترین عملکرد را معمولاً در حالت DCEP یا AC دارد.
۴. آیا این قوانین برای دستگاههای اینورتر هم صدق میکند؟
بله، تمام دستگاههای جوش DC (چه اینورتر و چه ترانسفورماتور) از این اصول پلاریته پیروی میکنند.
۵. انبر اتصال (گیره بدنه) را به کجا وصل کنیم؟
انبر اتصال همیشه به قطبی متصل میشود که انبر الکترودگیر به آن وصل *نشده* است.
۶. جوشکاری با جریان متناوب (AC) چه کاربردی دارد؟
در حالت AC، قطبیت دائماً تغییر میکند و اتصال انبر تفاوتی ندارد. این حالت برای کارهای عمومی و جلوگیری از "وزش قوس" (Arc Blow) مفید است.
۷. آیا DCEP پاشش بیشتری ایجاد میکند؟
معمولاً بله، اما قوس پایدارتر و نفوذ بهتری دارد که این عیب را جبران میکند.
۸. کدام حالت سریعتر است، DCEP یا DCEN؟
حالت DCEN نرخ رسوب بالاتری دارد و سطح را سریعتر پر میکند، اما نفوذ آن کمتر است.
۹. در جوشکاری آرگون (TIG) تورچ به کدام قطب وصل میشود؟
برای جوشکاری فولاد و استیل، تورچ آرگون همیشه به قطب منفی (DCEN) متصل میشود.
۱۰. اگر روی جعبه الکترود چیزی نوشته نشده بود چه کار کنم؟
بهتر است از آن الکترود استفاده نکنید. اما به عنوان یک قانون کلی، اکثر الکترودهای رایج (مانند E7018 و E6013) با DCEP عملکرد خوبی دارند.
سلام من قوطی نازک رو با الکترود ۳ با انبر منفی و اتصال مثبت
جوش دادم و مشکل نداشت ولی بعد چند روز تنظیم بردش بهم
ریخته برق رو روی ۴۰ باید بزارم تا قوطی آب نشه وقتی هم با انبر
مثبت جوش میدم جوشش کرمو میشه خوب در نمیاد مشکل
چیه؟
احتمال زیاد مشکل از افت توان دستگاه یا اتصالاتشه. وقتی آمپر واقعی بیفته، مجبور میشی عدد آمپر رو ببری بالا تا قوس درست بشه.
چیزایی که معمولاً این مشکل رو درست میکنن:
توان دستگاه افت کرده
اتصال بدنه یا کابلها شل/زنگزده → قوس ضعیف
الکترود رطوبت گرفته → جوش کرمو
بعضی الکترودها فقط با الکترود منفی خوب جوش میدن
و مهمتر از همه: الکترود ۳ برای قوطی نازک بزرگه؛ باید الکترود کوچیکتر از ضخامت ورق بزنی، مثلاً ۲ یا ۲.۵
اول اتصالات و خشک بودن الکترود رو چک کن. اگر درست نشد، دستگاه داره ضعیف میشه.






سلام من قوطی نازک رو با الکترود ۳ با انبر منفی و اتصال مثبت
جوش دادم و مشکل نداشت ولی بعد چند روز تنظیم بردش بهم
ریخته برق رو روی ۴۰ باید بزارم تا قوطی آب نشه وقتی هم با انبر
مثبت جوش میدم جوشش کرمو میشه خوب در نمیاد مشکل
چیه؟
احتمال زیاد مشکل از افت توان دستگاه یا اتصالاتشه. وقتی آمپر واقعی بیفته، مجبور میشی عدد آمپر رو ببری بالا تا قوس درست بشه.
چیزایی که معمولاً این مشکل رو درست میکنن:
توان دستگاه افت کرده
اتصال بدنه یا کابلها شل/زنگزده → قوس ضعیف
الکترود رطوبت گرفته → جوش کرمو
بعضی الکترودها فقط با الکترود منفی خوب جوش میدن
و مهمتر از همه: الکترود ۳ برای قوطی نازک بزرگه؛ باید الکترود کوچیکتر از ضخامت ورق بزنی، مثلاً ۲ یا ۲.۵
اول اتصالات و خشک بودن الکترود رو چک کن. اگر درست نشد، دستگاه داره ضعیف میشه.