10 تا پرسش و پاسخ متداول تکنیک در جوشکاری استنلس استیل
۱. بهترین گاز محافظ برای جوشکاری TIG استیل چیست؟
گاز آرگون خالص (۱۰۰٪) بهترین و رایجترین گزینه برای اکثر کاربردهاست. برای نفوذ بیشتر گاهی از ترکیب آرگون و هلیوم استفاده میشود.
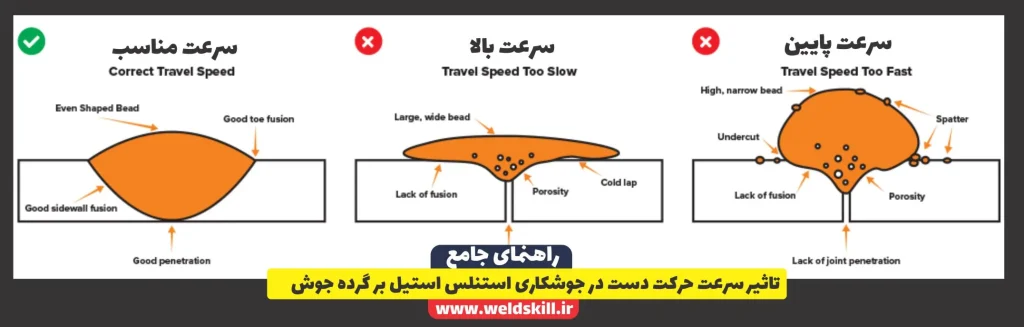
۲. چرا جوش استیل من سیاه و کدر میشود؟
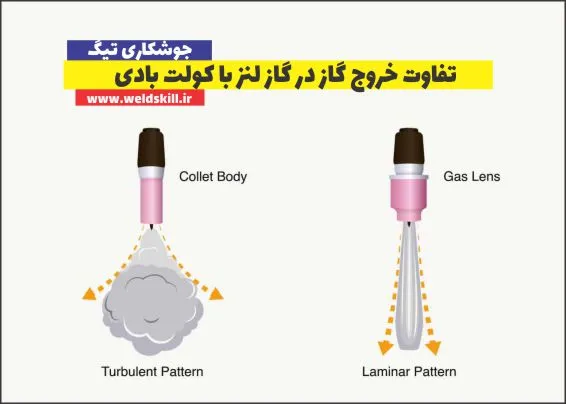
سیاه شدن نشانه حرارت بیش از حد یا پوشش گاز ضعیف است. سرعت دست خود را بالا ببرید، آمپر را کم کنید و از لنز گاز استفاده کنید.
۳. پدیده Sugaring یا گلکلمی شدن چیست؟
اکسیداسیون شدید پشت محل جوش (معمولاً در لولهها) به دلیل تماس با اکسیژن هوا در دمای ذوب است که با Back Purge رفع میشود.
۴. الکترود تنگستن مناسب برای استیل کدام است؟
تنگستنهای قرمز (۲٪ توریوم) یا طلایی (۱.۵٪ لانتان) گزینههای بسیار خوبی برای جوشکاری DC استیل هستند.
۵. آیا میتوان استیل را به آهن جوش داد؟
بله، اما باید حتماً از فیلر استیل گرید ۳۰۹ استفاده کنید تا از ترک خوردن اتصال جلوگیری شود.
۶. جریان (Polarity) مناسب دستگاه برای جوش استیل چیست؟
در جوشکاری TIG، باید از جریان مستقیم الکترود منفی (DCEN) استفاده کنید تا حرارت بیشتر روی قطعه کار متمرکز شود.
۷. چگونه تابخوردگی ورق استیل را کم کنیم؟
از تکنیکهایی مثل خالجوشهای متعدد (Tack weld)، استفاده از صفحات خنککننده مسی و جوشکاری منقطع (Stitch welding) استفاده کنید.
۸. آیا تمیز کردن استیل با استون ضروری است؟
بله، هرگونه روغن یا چربی باعث ایجاد تخلخل و حباب در جوش میشود. استون بهترین حلال برای چربیزدایی قبل از جوش است.
۹. رنگهای رنگینکمانی روی جوش استیل نشانه چیست؟
این رنگها اکسیداسیون سطحی هستند. رنگ طلایی و نقرهای نشاندهنده حفاظت عالی گاز است، آبی و بنفش قابل قبول، و خاکستری تیره نشانه سوختگی است.
۱۰. زاویه تیز کردن نوک تنگستن چقدر باشد؟
نوک تنگستن را باید مانند مداد تیز کنید. زاویه تیزتر (حدود ۳۰ درجه) برای آمپرهای پایین و قوس متمرکز بهتر است.