بسیاری از جوشکاران تازهکار تصور میکنند که کیفیت یک جوش، تنها به مهارت دست در هنگام ایجاد قوس الکتریکی بستگی دارد. اما حرفهایها میدانند که موفقیت یک اتصال مستحکم و بینقص، مدتها قبل از روشن شدن دستگاه جوش رقم میخورد. آمادهسازی قبل از جوشکاری، مجموعهای از اقدامات حیاتی است که اگر نادیده گرفته شود، بهترین تکنیکها نیز نتیجهبخش نخواهد بود. این مقاله که توسط تیم تحریریه آموزشگاه جوشکاری ولداسکیل تهیه و تدوین شده است، به شما نشان میدهد که چگونه با رعایت الزامات ایمنی، فنی و متالورژیکی، بستر را برای خلق یک جوش استاندارد و قابل اعتماد فراهم کنید.
اهمیت آمادهسازی قبل از جوشکاری
هر دقیقهای که برای آمادهسازی صرف میکنید، در واقع سرمایهگذاری مستقیمی برای افزایش کیفیت و استحکام نهایی اتصال است. این مرحله تضمین میکند که فلز پایه در بهترین شرایط برای پذیرش فلز جوش قرار دارد و از بروز عیوب رایجی مانند تخلخل، نفوذ ناقص و ترکخوردگی جلوگیری میکند. آمادهسازی صحیح شامل ابعاد مختلفی از جمله تأمین ایمنی فردی و محیطی، بررسی دقیق تجهیزات و آمادهسازی فنی و متالورژیکی قطعه کار میشود که در ادامه به تفصیل بررسی خواهند شد.
دستورالعمل ایمنی در جوشکاری
بخش اول: الزامات ایمنی (Safety Requirements)
ایمنی در جوشکاری یک انتخاب نیست، بلکه یک الزام مطلق است. خطرات ناشی از قوس الکتریکی، گازهای سمی و جرقههای داغ، تنها با رعایت دقیق پروتکلهای ایمنی قابل کنترل هستند. نادیده گرفتن الزامات ایمنی جوشکاری میتواند منجر به حوادث جبرانناپذیری مانند سوختگی شدید، آسیبهای چشمی دائمی، مشکلات تنفسی و آتشسوزی شود. بنابراین، اولین گام در هر فرآیند جوشکاری، اطمینان از ایمن بودن فرد و محیط کار است.
تجهیزات حفاظت فردی (PPE)
تجهیزات حفاظت فردی (PPE) اولین سد دفاعی شما در برابر خطرات متعدد جوشکاری هستند. استفاده از ماسک جوشکاری استاندارد با درجه تیرگی مناسب، از چشمان شما در برابر اشعههای ماوراء بنفش (UV) و مادون قرمز (IR) محافظت کرده و از عارضه دردناک «برقزدگی چشم» جلوگیری میکند. دستکشهای چرمی و نسوز برای محافظت از دستها در برابر حرارت، جرقه و شوک الکتریکی ضروری هستند. همچنین، پوشیدن لباس کار تمام پنبهای و آستین بلند به همراه کفش ایمنی پنجه فولادی، از سوختگیهای ناشی از پاشش مذاب و سقوط اجسام سنگین جلوگیری میکند. عدم استفاده از هر یک از این موارد، ریسک آسیبهای جدی را به شدت افزایش میدهد.
حتما در جوشکاری از ماسک های مناسب استفاده کنید
ایمنی محیط کار
محیط جوشکاری باید عاری از هرگونه مواد اشتعالزا باشد. قبل از شروع، شعاعی حداقل ۱۰ متری را از وجود موادی مانند چوب، کاغذ، پارچه، تینر، بنزین و هرگونه مایع یا گاز قابل اشتعال پاکسازی کنید. جرقههای جوشکاری میتوانند به راحتی تا چندین متر پرتاب شوند و یک حریق غیرقابل کنترل را آغاز کنند. همچنین، همواره یک کپسول آتشنشانی مناسب (مانند نوع CO2 یا پودر و گاز) را در دسترس خود قرار دهید و از طرز کار با آن مطلع باشید. این اقدام ساده میتواند در لحظات بحرانی، از بروز یک فاجعه جلوگیری کند.
تهویه مناسب
قوس الکتریکی گازها و دودهای سمی تولید میکند که استنشاق آنها برای سلامتی بسیار مضر است. این گازها میتوانند حاوی اکسیدهای فلزی خطرناکی باشند که منجر به مشکلات تنفسی حاد و مزمن میشوند. به همین دلیل، جوشکاری باید همیشه در فضایی با تهویه مناسب انجام شود. اگر در محیط باز کار میکنید، مشکل کمتر است؛ اما در فضاهای بسته مانند کارگاهها یا مخازن، استفاده از سیستمهای تهویه موضعی (هواکش) برای خروج مستقیم دود از بالای حوضچه جوش الزامی است. اگر تهویه کافی ممکن نباشد، باید از ماسکهای تنفسی فیلتردار مخصوص استفاده کرد.
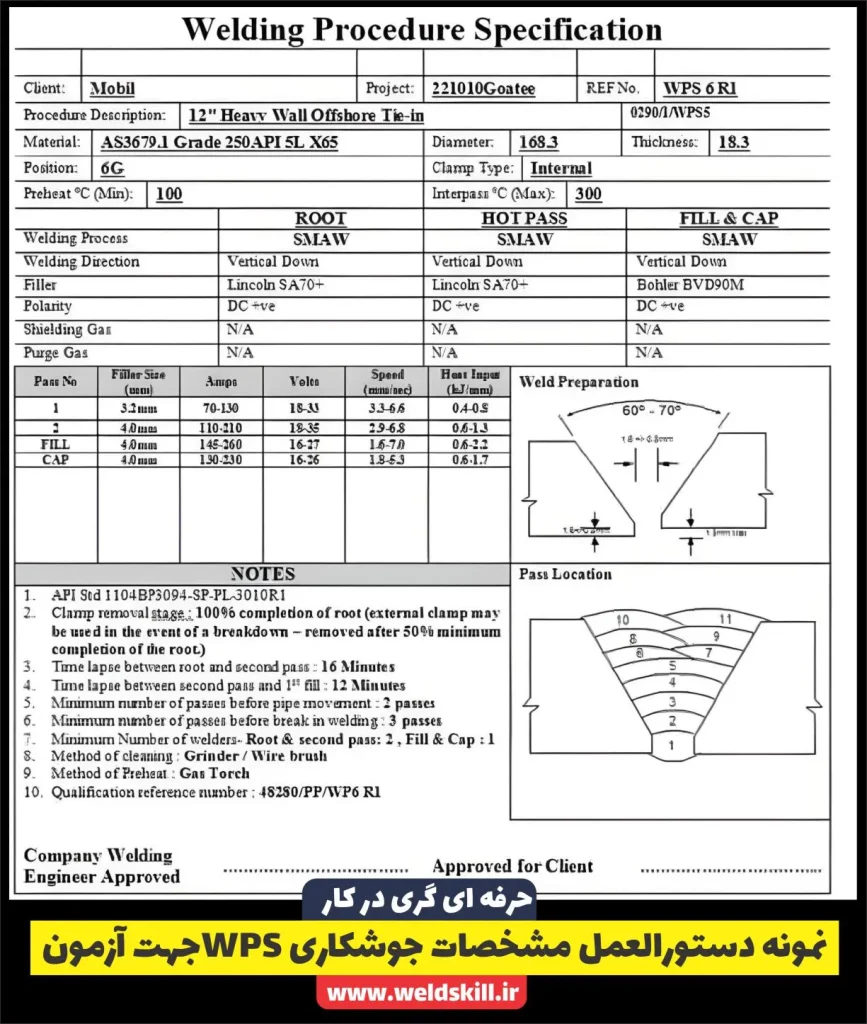
در پروژههای صنعتی و حساس، جوشکاری هرگز به صورت سلیقهای انجام نمیشود. دستورالعمل جوشکاری یا WPS (Welding Procedure Specification) سندی فنی و معتبر است که مانند یک «دستور پخت» دقیق، تمام متغیرهای لازم برای ایجاد یک جوش استاندارد را مشخص میکند. اهمیت WPS در جوشکاری از آن جهت است که کیفیت و تکرارپذیری جوش را تضمین کرده و از بروز خطا جلوگیری میکند. جوشکار موظف است قبل از شروع کار، WPS مربوطه را مطالعه کرده و پارامترهایی مانند نوع فرآیند، قطر الکترود یا سیم جوش، نوع گاز محافظ و دبی آن، شدت جریان (آمپراژ)، ولتاژ و سرعت حرکت را بر روی دستگاه تنظیم کند.
بخش سوم: آمادهسازی تجهیزات و ماشینآلات
حتی بهترین جوشکار نیز با تجهیزات معیوب نمیتواند جوش باکیفیتی ایجاد کند. دستگاه جوش و تمام متعلقات آن باید قبل از هر بار استفاده به دقت بازرسی شوند. این بازرسی سریع، از بروز مشکلات کیفی در حین کار و همچنین خطرات ایمنی مانند برقگرفتگی جلوگیری میکند. یک دستگاه آمادهبهکار، قوسی پایدار و قابل کنترل را برای شما فراهم میآورد که پیشنیاز یک جوش بینقص است.
انتخاب صحیح دستگاه جوش
بررسی دستگاه جوش
بازرسی را از کابلها شروع کنید. مطمئن شوید روکش کابلهای جوش و اتصال، سالم و بدون پارگی یا ترکخوردگی هستند؛ یک کابل لخت میتواند خطر برقگرفتگی مرگباری را ایجاد کند. سپس انبر جوش (نگهدارنده الکترود) و انبر اتصال (ارت) را چک کنید. فکهای انبر باید تمیز و سالم باشند تا اتصال الکتریکی قوی و کاملی برقرار کنند. اتصال ضعیف کابل ارت به قطعه کار، یکی از دلایل اصلی ناپایداری قوس و پاشش زیاد مذاب است. در نهایت، از محکم بودن تمام اتصالات کابل به دستگاه اطمینان حاصل کنید.
مواد مصرفی مناسب استفاده کن
مواد مصرفی
مواد مصرفی، به خصوص الکترودها و گاز محافظ، نقش مستقیمی در کیفیت متالورژیکی جوش دارند. الکترودهای روکشدار (به ویژه قلیایی مانند E7018) به شدت جاذب رطوبت هستند. رطوبت موجود در روکش، هیدروژن را وارد حوضچه مذاب کرده و باعث ایجاد ترکهای هیدروژنی (ترک سرد) میشود. بنابراین، الکترودها باید در بستهبندی اصلی و در مکانی خشک نگهداری شوند. در صورت تردید، باید آنها را طبق دستورالعمل سازنده در آون (گرمکن) خشک کرد. در فرآیندهای جوشکاری با گاز محافظ (MIG/MAG و TIG)، باید از پر بودن کپسول و تنظیم صحیح فشار رگولاتور اطمینان حاصل نمود.
بخش چهارم: آمادهسازی قطعه کار (مهمترین بخش فنی)
این بخش قلب فرآیند آمادهسازی قطعات برای جوشکاری است. کیفیت اتصال نهایی، بیش از هر چیز به نحوه آمادهسازی سطح و لبههای قطعه کار بستگی دارد. هرگونه آلودگی یا عدم دقت در این مرحله، مستقیماً به عیوب ساختاری در جوش منجر میشود که تعمیر آنها بسیار دشوار و پرهزینه است. در واقع، فلز پایه باید به شرایط ایدهآل برای ایجاد یک پیوند متالورژیکی کامل با فلز جوش برسد.
قطعه کار حتما قبل از جوشکاری را تمیز کنید
تمیزکاری سطح جوش
سطح فلز و لبههایی که قرار است جوش داده شوند، باید کاملاً تمیز و عاری از هرگونه آلودگی باشند. موادی مانند زنگزدگی، روغن، گریس، رنگ، آب و هرگونه پوشش دیگری باید به طور کامل پاک شوند. این آلایندهها در دمای بالای قوس الکتریکی تجزیه شده و گازهایی تولید میکنند که در فلز مذاب حبس شده و باعث ایجاد حفره (Porosity) میشوند. برای تمیزکاری سطح جوش میتوان از ابزارهایی مانند فرچه سیمی، سنگ فرز یا حلالهای صنعتی استفاده کرد. به عنوان یک مثال کاربردی، جوشکاری روی یک سطح زنگزده، جوشی اسفنجی و ضعیف تحویل میدهد که هیچگونه استحکام قابل اعتمادی ندارد.
لبه سازی صحیح در جوشکاری را رعایت کنید
آمادهسازی لبهها (پخزنی)
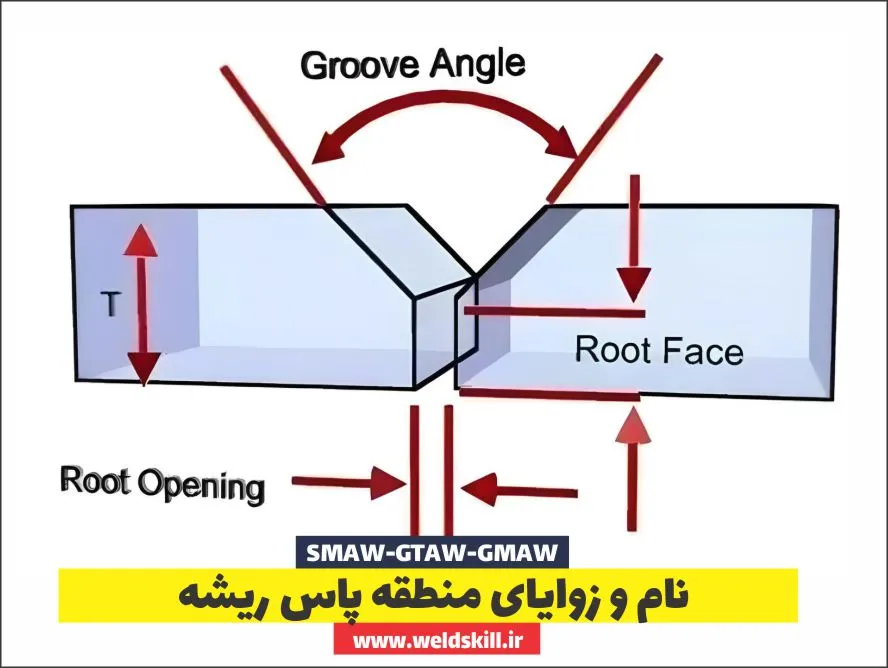
برای جوشکاری قطعات ضخیمتر (معمولاً بالای ۳ تا ۵ میلیمتر)، صرفاً کنار هم قرار دادن لبهها برای رسیدن به نفوذ کامل کافی نیست. در این موارد، باید لبههای اتصال را با زاویه مشخصی آمادهسازی کرد که به این عمل پخزنی (Beveling) میگویند. پخزنی به الکترود یا تورچ اجازه میدهد تا به ریشه اتصال دسترسی پیدا کرده و یک جوش با نفوذ کامل ایجاد کند. انواع مختلفی از پخها مانند V شکل، X شکل یا J شکل وجود دارد که انتخاب آنها به ضخامت قطعه، نوع اتصال و دستورالعمل (WPS) بستگی دارد. اگر دو ورق ضخیم را بدون پخزنی جوش دهید، اتصال تنها در سطح برقرار شده و ریشه آن ضعیف و جوشنخورده باقی میماند.
پس از تمیزکاری و پخزنی، قطعات باید با دقت در کنار یکدیگر مونتاژ شوند. همراستایی (Alignment) دقیق قطعات و رعایت فاصله مناسب بین آنها در ریشه جوش (Root Gap) بسیار حیاتی است. این فاصله به فلز مذاب اجازه میدهد تا به طور کامل در درز نفوذ کند. اگر فاصله بیش از حد کم باشد، نفوذ ناقص رخ میدهد و اگر بیش از حد زیاد باشد، باعث سوختن ریشه (Burn-through) میشود. برای ثابت نگه داشتن قطعات در موقعیت صحیح، از ابزارهایی مانند گیرهها، قید و بندها (Jigs & Fixtures) استفاده میشود. این مرحله از پخزنی و مونتاژ قطعات تضمینکننده ابعاد نهایی صحیح و استحکام ریشه جوش است.
WeldTack Planner v2
طرح اتصال (خالجوش)
پیشنهاد طرح اتصال
طول خالجوش
-
فاصله خالجوشها
-
ماده مصرفی
-
نیاز به پیشگرمایش
-
خالجوش زدن (Tack Welding)
خالجوشها، جوشهای کوتاه و کوچکی هستند که برای ثابت نگه داشتن قطعات در موقعیت مونتاژ شده قبل از جوشکاری اصلی به کار میروند. خالجوشها از حرکت و جابجایی قطعات در اثر حرارت و انقباض ناشی از جوشکاری جلوگیری کرده و پیچیدگی (Distortion) را به حداقل میرسانند. خالجوشها باید به اندازه کافی قوی باشند تا قطعات را نگه دارند، اما نه آنقدر بزرگ که در جوش اصلی اختلال ایجاد کنند. مهم است که خالجوشها نیز روی سطح تمیز زده شوند و قبل از رسیدن جوش اصلی به آنها، سطحشان از سرباره کاملاً تمیز شود تا از حبس سرباره (Slag Inclusion) جلوگیری گردد.
چکلیست ایزوله آمادهسازی جوشکاری
چکلیست آمادهسازی جوش
بررسی الزامات پیش از شروع عملیات
۱. ایمنی و محیط کار
۲. مستندات و تجهیزات
۳. قطعه کار
بخش پنجم: شرایط محیطی و متالورژیکی
علاوه بر آمادهسازی تجهیزات و قطعه کار، شرایط محیطی و وضعیت متالورژیکی فلز نیز بر کیفیت نهایی جوش تأثیرگذار است. عواملی مانند باد، رطوبت و دمای اولیه قطعه کار میتوانند به راحتی نتیجه ساعتها آمادهسازی دقیق را از بین ببرند. کنترل این شرایط، به ویژه در پروژههای حساس و در محیطهای کارگاهی یا سایتهای ساختمانی، اهمیت بالایی دارد.
کنترل شرایط جوی
در فرآیندهای جوشکاری که از گاز محافظ استفاده میکنند (مانند TIG و MIG/MAG)، وزش باد یک دشمن بزرگ محسوب میشود. باد میتواند گاز محافظ را از روی حوضچه جوش کنار زده و باعث ورود اکسیژن و نیتروژن هوا به فلز مذاب شود. نتیجه این اتفاق، ایجاد تخلخل شدید و کاهش خواص مکانیکی جوش است. به همین دلیل، در محیطهای باز باید از بادشکن یا چادر جوشکاری استفاده کرد. علاوه بر این، جوشکاری زیر باران یا روی سطوح خیس به دلیل خطر برقگرفتگی و همچنین ورود هیدروژن به جوش که منجر به ترکخوردگی میشود، مطلقاً ممنوع است.
برخی از فلزات، به ویژه فولادهای آلیاژی، پرکربن یا قطعات بسیار ضخیم، به دلیل سرعت سرمایش بالا پس از جوشکاری، مستعد ایجاد ساختارهای متالورژیکی سخت و شکننده (مانند مارتنزیت) و ترکخوردگی هستند. برای جلوگیری از این پدیده، قطعه کار را قبل از شروع جوشکاری تا دمای مشخصی گرم میکنند. این فرآیند که پیشگرمایش در جوشکاری نام دارد، سرعت سرد شدن را کاهش داده، به خروج هیدروژن کمک کرده و تنشهای داخلی را کاهش میدهد. به عنوان مثال، جوشکاری یک قطعه فولادی ضخیم در هوای سرد بدون پیشگرمایش، ریسک ترک سرد را به شدت افزایش میدهد.
نتیجهگیری
همانطور که در این راهنمای جامع مشاهده شد، آمادهسازی قبل از جوشکاری یک فرآیند چندوجهی و حیاتی است که مستقیماً بر ایمنی، کیفیت و دوام اتصال تأثیر میگذارد. سرمایهگذاری زمان و دقت در مراحل ایمنی، بررسی تجهیزات، تمیزکاری، پخزنی، مونتاژ و کنترل شرایط محیطی، از بروز بسیاری از عیوب پرهزینه جلوگیری میکند. به یاد داشته باشید که یک جوشکار حرفهای نه تنها با مهارت دست خود، بلکه با وسواس و دقتی که قبل از شروع کار به خرج میدهد، شناخته میشود. رعایت این اصول، در نهایت باعث صرفهجویی در زمان و هزینههای مربوط به تعمیرات (Rework) و تضمینکننده یک نتیجه استاندارد و قابل اعتماد خواهد بود.
پرسش و پاسخ آمادهسازی جوشکاری
پرسشهای متداول آمادهسازی جوشکاری
پاسخ به ۱۰ سوال پرتکرار جوشکاران
۱. چرا تمیزکاری قطعه قبل از جوشکاری تا این حد اهمیت دارد؟
وجود آلودگیهایی مانند زنگزدگی، رنگ، روغن یا رطوبت روی سطح فلز، در حین جوشکاری تجزیه شده و گاز تولید میکنند. این موضوع باعث ایجاد تخلخل (Porosity)، ناخالصی و کاهش شدید استحکام اتصال میشود.
۲. مدرک WPS چیست و چرا پیش از کار باید بررسی شود؟
مدرک WPS (دستورالعمل تایید شده جوشکاری) نقشه راه شماست. این سند مواردی مانند نوع الکترود، شدت جریان، ولتاژ، نوع پخ و نیاز به پیشگرمایش را مشخص میکند تا جوش نهایی استانداردهای لازم را داشته باشد.
۳. حداقل تجهیزات حفاظت فردی (PPE) برای شروع جوشکاری چیست؟
استفاده از ماسک جوشکاری (ترجیحاً تیره شونده اتوماتیک)، دستکش چرمی ساقبلند، لباس کار نسوز (آستیندار)، کفش ایمنی عایق و کلاه یا مقنعه جوشکاری برای جلوگیری از سوختگی و آسیب چشمی الزامی است.
۴. پیشگرمایش (Pre-heating) چه زمانی ضروری است؟
پیشگرمایش معمولاً برای فلزاتی با ضخامت بالا یا کربن/آلیاژ زیاد انجام میشود تا سرعت سرد شدن حوضچه مذاب کاهش یابد. این کار از ایجاد ساختار ترد و شکننده و بروز "ترک سرد" (Cold Cracking) جلوگیری میکند.
اگر فاصله ریشه خیلی کم باشد، عدم نفوذ کامل (LOP) رخ میدهد و اگر خیلی زیاد باشد، باعث سوختگی و ریزش مذاب (Burn-through) از پشت قطعه کار خواهد شد.
۶. چگونه از ایمنی محیط جوشکاری مطمئن شویم؟
محیط باید تا شعاع حداقل ۱۰ متری از مواد اشتعالزا پاکسازی شود. همچنین وجود تهویه مناسب برای خروج دودهای سمی، خشک بودن محیط و دسترسی سریع به کپسول آتشنشانی از الزامات اولیه است.
۷. آیا شرایط نگهداری مواد مصرفی (الکترودها) قبل از جوشکاری مهم است؟
بله، بسیار مهم است. به عنوان مثال، الکترودهای قلیایی (مثل E7018) به شدت جاذب رطوبت هستند و باید پیش از استفاده حتماً در آون (خشککن) با دمای مشخص شده توسط سازنده پخته شوند تا از ترک هیدروژنی جلوگیری شود.
۸. در ایجاد خالجوشها (Tack Welds) به چه نکاتی باید توجه کرد؟
خالجوشها باید با همان الکترودی زده شوند که برای جوش اصلی استفاده میشود. طول و ضخامت آنها باید به اندازهای باشد که قطعات را حین انقباضات جوشکاری محکم نگه دارد و انتهای آنها باید سنگزنی شود تا به خوبی در جوش اصلی ذوب شوند.
۹. زاویه پخ (Bevel Angle) چگونه تعیین میشود؟
زاویه پخ مستقیماً توسط مهندس جوش در مدرک WPS تعیین میشود و به عواملی مانند ضخامت قطعه، فرآیند جوشکاری (TIG، MIG یا SMAW) و میزان دسترسی الکترود به ریشه جوش بستگی دارد.
۱۰. آیا شرایط جوی مانند باد روی جوشکاری تاثیر میگذارد؟
بله. در روشهایی مانند MIG/MAG یا TIG، وزش باد (حتی با سرعت کم) میتواند گاز محافظ را پراکنده کرده و باعث ایجاد تخلخل شدید در جوش شود. در محیطهای باز باید از چادرهای محافظ یا بادشکن استفاده کرد.