جوشکاری تیگ (TIG) یا همان جوشکاری آرگون، به دلیل دقت و کیفیت بینظیر جوش، در صنایع مختلف از جمله هوافضا و پزشکی کاربرد فراوانی دارد. اما یکی از چالشهای رایج برای جوشکاران، بهویژه در ابتدای مسیر آموزش جوشکاری آرگون، پدیده تغییر رنگ جوش است. دیدن جوشی کدر، آبی یا حتی سیاه به جای یک خط نقرهای براق، میتواند ناامیدکننده باشد. این تغییر رنگ نه تنها زیبایی کار را از بین میبرد، بلکه نشانهای از کاهش کیفیت و خواص مکانیکی جوش است. در این مقاله، به ۱۲ گام عملی میپردازیم تا شما نیز بتوانید جوشهایی حرفهای، زیبا و بیعیب و نقص بزنید.
چرا در جوشکاری تیگ رنگ جوش تغییر پیدا میکنه ؟
ریشه اصلی مشکل: اکسیداسیون و دشمنی اکسیژن با فلز داغ
دلیل اصلی هرگونه تغییر رنگ در جوشکاری TIG، پدیده اکسیداسیون است. فلزات، بهویژه در دماهای بالا، تمایل شدیدی به واکنش با اکسیژن موجود در هوا دارند. وظیفه اصلی گاز آرگون در جوشکاری تیگ، ایجاد یک پوشش محافظ بیاثر بر روی حوضچه مذاب و منطقه اطراف آن است تا از تماس فلز داغ با اکسیژن جلوگیری کند. اگر این محافظت به هر دلیلی ناکافی باشد، اکسیژن با فلز واکنش داده و لایههای اکسیدی با ضخامتهای متفاوت ایجاد میکند که منجر به تغییر رنگ جوش میشود.
زبان رنگها: هر رنگ جوش TIG چه داستانی دارد؟
رنگهایی که پس از جوشکاری TIG بر روی سطح جوش ظاهر میشوند، در واقع زبان فلز هستند و میزان اکسیداسیون را به ما نشان میدهند. درک این زبان برای هر جوشکار TIG حیاتی است، زیرا هر رنگ، داستانی از کیفیت جوش و خواص مکانیکی آن را روایت میکند. از نقرهای براق که نشاندهنده کمال است تا خاکستری و سیاه که زنگ خطر جدی محسوب میشوند، هر طیف رنگی معنای خاص خود را دارد و به ما کمک میکند تا مشکلات را شناسایی و رفع کنیم.
رنگ کروم و نقره ای نشانه از ایده آل ترین شکل جوشکاری
نقرهای و براق: ایدهآل و بینقص
این رنگ، هدف نهایی هر جوشکار TIG است. جوش نقرهای و براق نشاندهنده محافظت کامل و عدم وجود اکسیداسیون است. این بدان معناست که فلز در حین فرآیند جوشکاری و خنک شدن، هرگز با اکسیژن تماس نداشته است. جوشهایی با این رنگ، بالاترین مقاومت به خوردگی، استحکام و چقرمگی را دارند و از نظر بصری نیز بسیار زیبا و حرفهای به نظر میرسند. دستیابی به این رنگ، نشانهای از تسلط شما بر تکنیکهای جوشکاری زیبا و تنظیمات دقیق دستگاه است و اطمینان میدهد که جوش شما از هر نظر بیعیب و نقص است.
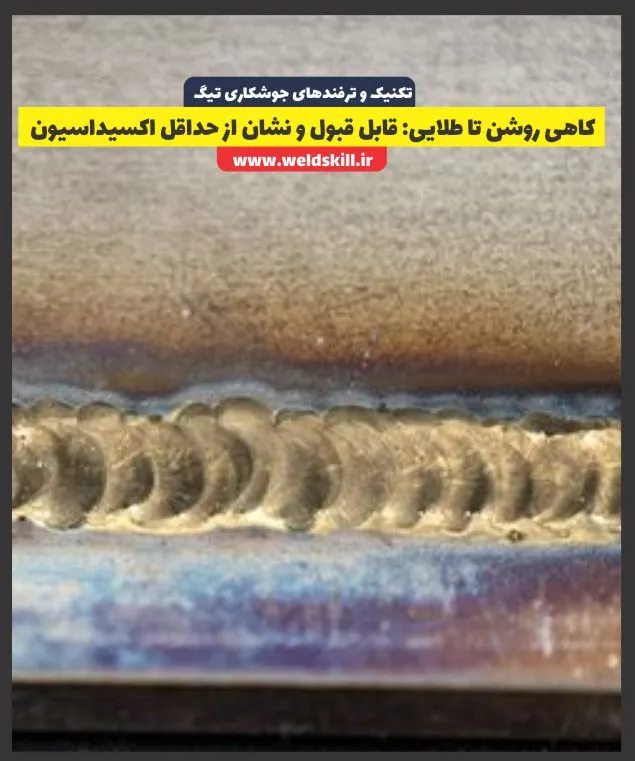
کاهی روشن تا طلایی: قابل قبول و نشان از حداقل اکسیداسیون
کاهی روشن تا طلایی: قابل قبول و نشان از حداقل اکسیداسیون
این طیف رنگی، از کاهی بسیار روشن تا طلایی ملایم، نشاندهنده اکسیداسیون بسیار جزئی و کنترلشده است. در بسیاری از کاربردها، بهویژه در جوشکاری فولادهای زنگ نزن، این میزان تغییر رنگ کاملاً قابل قبول تلقی میشود و تأثیر قابل توجهی بر خواص مکانیکی یا مقاومت به خوردگی جوش نمیگذارد. این رنگها معمولاً در اثر تماس بسیار کوتاه و محدود با اکسیژن در دماهای پایینتر ایجاد میشوند و نشان میدهند که محافظت گازی شما تقریباً عالی بوده است. برای بسیاری از پروژهها، دستیابی به این رنگها نیز موفقیتآمیز محسوب میشود.
ظهور رنگهای طلایی تیره یا قهوهای بر روی جوش، نشانهای از اکسیداسیون متوسط است. این رنگها به ما هشدار میدهند که محافظت گازی کافی نبوده یا فلز برای مدت طولانیتری در دمای بالا در معرض اکسیژن قرار گرفته است. اگرچه ممکن است جوش هنوز از نظر استحکام اولیه قابل قبول باشد، اما مقاومت آن در برابر خوردگی، بهویژه در محیطهای تهاجمی، به شدت کاهش مییابد. این رنگها معمولاً نشاندهنده نیاز به بررسی تنظیمات دستگاه، افزایش زمان پستفلو یا بهبود تمیزکاری هستند.
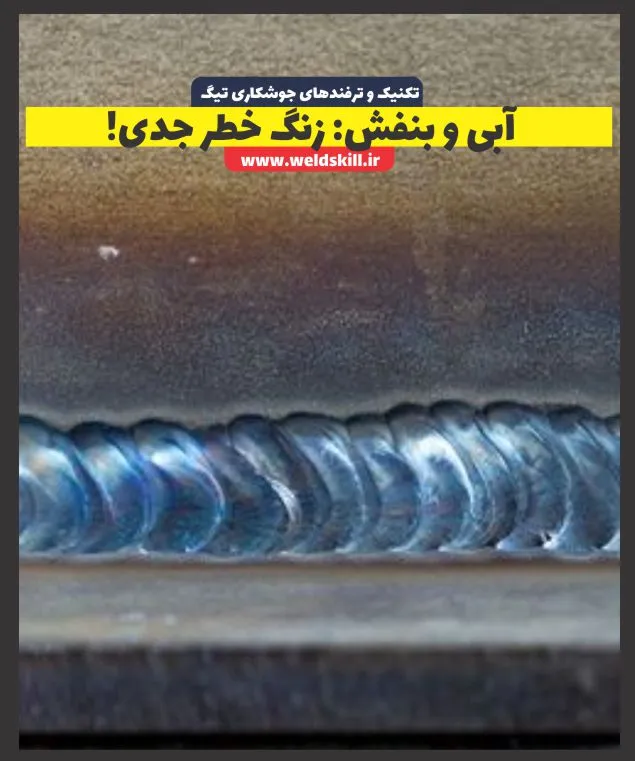
آبی و بنفش: زنگ خطر جدی!
آبی و بنفش: زنگ خطر جدی!
وقتی جوش به رنگ آبی یا بنفش درمیآید، این یک زنگ خطر جدی است. این رنگها نشاندهنده اکسیداسیون قابل توجه و شدید هستند. در این مرحله، خواص مکانیکی جوش، از جمله مقاومت به خوردگی، چقرمگی و حتی استحکام کششی، به شدت تحت تأثیر قرار گرفتهاند. جوشهای با این رنگ معمولاً شکننده بوده و در برابر عوامل محیطی آسیبپذیرترند. این وضعیت اغلب ناشی از جریان ناکافی گاز آرگون، پستفلو بسیار کوتاه یا آلودگیهای جدی است و نیاز به اصلاح فوری فرآیند دارد
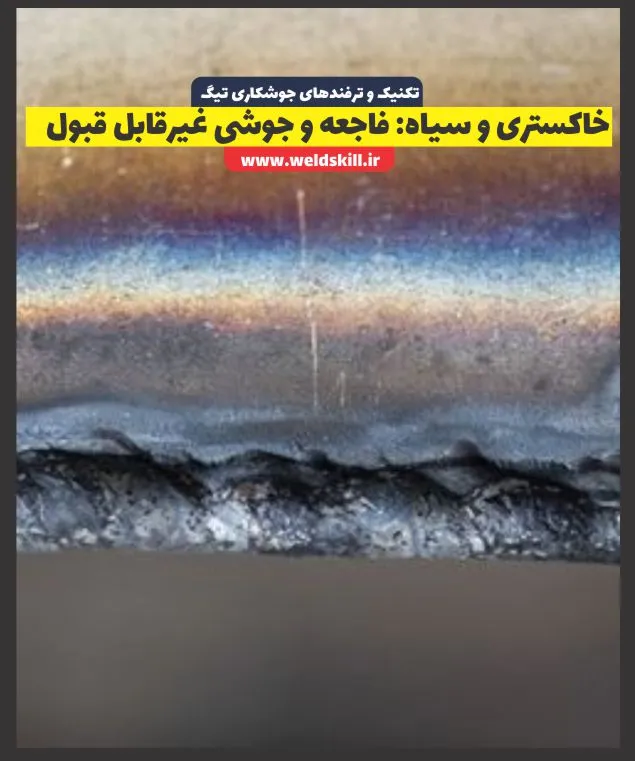
خاکستری و سیاه فاجعه و جوشی غیرقابل قبول
خاکستری و سیاه: فاجعه و جوشی غیرقابل قبول
دیدن رنگ خاکستری یا سیاه بر روی جوش TIG، به معنای فاجعه و اکسیداسیون کامل است. این بدترین سناریو است و نشان میدهد که جوش به شدت آلوده شده و محافظت گازی تقریباً به طور کامل از بین رفته است. جوشهایی با این رنگ، هیچگونه خواص مکانیکی قابل قبولی ندارند؛ بسیار شکننده بوده، مقاومت به خوردگی ندارند و عملاً بیفایده هستند. در چنین مواردی، چارهای جز تراشیدن کامل جوش و تکرار فرآیند با رعایت دقیق تمام نکات ایمنی و فنی وجود ندارد. این رنگ نشانهای از خطای جدی در فرآیند جوشکاری است.
رنگینکمانی Iridescent ترکیبی از شرایط
رنگینکمانی (Iridescent): ترکیبی از شرایط
گاهی اوقات، جوش به صورت رنگینکمانی یا با طیفی از رنگها ظاهر میشود که نشاندهنده تغییرات دمایی و اکسیداسیون متفاوت در نقاط مختلف جوش است. این پدیده معمولاً زمانی رخ میدهد که محافظت گازی در طول مسیر جوشکاری یکنواخت نباشد؛ مثلاً در یک نقطه خوب و در نقطه دیگر ضعیف عمل کرده باشد. این حالت نیز نشاندهنده عدم یکنواختی در فرآیند جوشکاری است و نیاز به بررسی دقیقتر تنظیمات، سرعت حرکت و پوشش گازی دارد تا از ایجاد نقاط ضعف در جوش جلوگیری شود و به جوشکاری TIG رنگی یکدست و زیبا دست یابید.
۱۲ گام عملی برای دستیابی به جوشی بیرنگ و باکیفیت
حالا که با زبان رنگها آشنا شدیم، وقت آن است که به سراغ راهکارهای عملی برویم. دستیابی به جوشی نقرهای و براق در جوشکاری TIG، نیازمند دقت، تمرین و رعایت مجموعهای از نکات کلیدی است. با پیروی از این ۱۲ گام عملی، میتوانید مشکلات تغییر رنگ را به حداقل برسانید و به جوشهایی حرفهای، قوی و زیبا دست یابید. این تکنیکها به شما کمک میکنند تا در هر پروژه، بهترین نتیجه را از جوشکاری TIG رنگی (به معنای رنگ مطلوب) بگیرید.
۱. تنظیم دقیق جریان گاز محافظ (Pre-Flow و Post-Flow)
یکی از حیاتیترین گامها در جوشکاری TIG، تنظیم صحیح جریان گاز آرگون است. Pre-Flow (جریان قبل از قوس) باید ۱ تا ۲ ثانیه باشد تا هوای اطراف کاملاً پاک شود. اما Post-Flow (جریان پس از قوس) حتی مهمتر است؛ این زمان برای محافظت از حوضچه مذاب و الکترود تنگستن در حین خنک شدن ضروری است. یک قانون سرانگشتی این است که به ازای هر ۱۰ آمپر، یک ثانیه پستفلو در نظر بگیرید. مثلاً برای ۱۰۰ آمپر، ۱۰ ثانیه. اگر این زمان کم باشد، فلز داغ قبل از خنک شدن در معرض هوا قرار گرفته و اکسید میشود. این گام، پایه و اساس جوشکاری TIG رنگی (نقرهای) است.
۲. تمیزکاری بینقص فلز پایه و فیلر
آلودگیها دشمن پنهان جوش هستند. قبل از هرگونه جوشکاری، سطح فلز پایه را با برس سیمی استیل ضدزنگ (که فقط برای استیل استفاده میشود)، سنگزنی یا مواد شیمیایی مناسب، کاملاً از هرگونه روغن، گریس، رنگ، زنگزدگی، خاک یا حتی اثر انگشت پاک کنید. حتی یک لایه نازک از آلودگی میتواند در حین جوشکاری بسوزد و گازهایی تولید کند که محافظت آرگون را مختل کرده و باعث تغییر رنگ جوش شود. سیم جوش (فیلر) نیز باید کاملاً تمیز باشد. به یاد داشته باشید که تمیزی، اولین قدم برای دستیابی به تکنیکهای جوشکاری زیبا است.
حرارت بیش از حد، یکی از دلایل اصلی اکسیداسیون است. از کمترین آمپر ممکن که امکان ایجاد حوضچه مذاب پایدار و نفوذ کافی را فراهم میکند، استفاده کنید. آمپر بالا باعث داغ شدن بیش از حد فلز و افزایش زمان خنک شدن آن میشود و هرچه فلز برای مدت طولانیتری در دمای بالا بماند، فرصت بیشتری برای واکنش با اکسیژن دارد. سرعت حرکت تورچ را نیز به گونهای تنظیم کنید که فلز نه بیش از حد داغ شود و نه گاز محافظ فرصت کافی برای پوشش آن را از دست بدهد. تعادل بین آمپر و سرعت، کلید کنترل حرارت و جلوگیری از تغییر رنگ جوش است.
۴. استفاده از لنز گازی (Gas Lens)
لنز گازی، یک ابزار کوچک اما بسیار مؤثر است که به جای کولت بادی در تورچ TIG قرار میگیرد. این قطعه مشبک باعث میشود جریان گاز آرگون به صورت یکنواختتر و لامینار (بدون تلاطم) از نازل خارج شود. این جریان یکنواخت، پوشش محافظتی بسیار بهتری را بر روی حوضچه مذاب و منطقه اطراف آن فراهم میکند و از ورود اکسیژن به این ناحیه حساس جلوگیری میکند. استفاده از لنز گازی به خصوص برای جوشکاری فلزات حساس مانند استیل و تیتانیوم، و همچنین درزهای بلند، به شدت توصیه میشود و به شما در دستیابی به جوشکاری TIG رنگی (نقرهای) کمک شایانی میکند.
تجهیزات پرچ گاز جهت پشت بند گازی
۵. بکپرج (Back Purging): محافظت از پشت جوش
برای جوشکاری لولهها، تیوبها و قطعاتی که هر دو طرف جوش در معرض دید یا محیط خورنده قرار دارند (بهویژه در فولادهای زنگ نزن و تیتانیوم)، محافظت از پشت جوش یا همان بکپرج ضروری است. در این روش، گاز آرگون از پشت درز نیز تزریق میشود تا از اکسیداسیون ریشه جوش که از داخل قطعه رخ میدهد، جلوگیری کند. بدون بکپرج، حتی اگر روی جوش عالی باشد، پشت آن به رنگهای تیره (آبی، سیاه) درمیآید و مقاومت به خوردگی آن به شدت کاهش مییابد. این تکنیک، برای دستیابی به جوشهای کاملاً بیعیب و نقص حیاتی است.
۶. محافظت در برابر جریان هوا
حتی یک نسیم ملایم یا جریان هوای ناشی از فن و تهویه، میتواند گاز محافظ آرگون را از روی حوضچه مذاب کنار بزند و باعث اکسیداسیون شود. آرگون گازی سنگینتر از هواست و به راحتی توسط جریان هوا جابجا میشود. بنابراین، محل جوشکاری را از هرگونه جریان هوا، باد یا فن دور نگه دارید. در صورت لزوم، از بادگیر یا چادر موقت استفاده کنید تا محیط اطراف جوش کاملاً آرام و بدون تلاطم باشد. این گام ساده، اما بسیار مهم، به حفظ پوشش گازی و جلوگیری از تغییر رنگ جوش کمک شایانی میکند.
۷. اطمینان از خلوص گاز آرگون
کیفیت گاز آرگون شما مستقیماً بر کیفیت جوش تأثیر میگذارد. همیشه از گاز آرگون با خلوص بالا (حداقل ۹۹.۹۹۵% یا بهتر، ۹۹.۹۹۹%) استفاده کنید. گازهای با خلوص پایینتر ممکن است حاوی ناخالصیهایی مانند اکسیژن، نیتروژن یا رطوبت باشند که مستقیماً منجر به اکسیداسیون و تغییر رنگ جوش میشوند. کپسولهای گاز را از تأمینکنندگان معتبر و شناختهشده تهیه کنید و از سلامت شیرها و اتصالات کپسول اطمینان حاصل کنید تا هیچ آلودگی از طریق نشت وارد سیستم نشود. خلوص گاز، تضمینکننده جوشکاری TIG رنگی (نقرهای) است.
۸. انتخاب صحیح سایز نازل
سایز نازل (Cup Size) باید متناسب با اندازه حوضچه مذاب و نوع قطعه کار باشد. نازل بزرگتر، پوشش گازی وسیعتری را فراهم میکند و برای جوشکاریهای طولانیتر، قطعات بزرگتر یا فلزاتی که نیاز به محافظت بیشتری دارند (مانند تیتانیوم)، مناسبتر است. استفاده از نازل کوچک برای یک حوضچه مذاب بزرگ، باعث میشود که گاز محافظ نتواند تمام سطح را پوشش دهد و در نتیجه اکسیداسیون رخ دهد. انتخاب سایز مناسب نازل، به شما کمک میکند تا جریان گاز را بهینه کرده و از تغییر رنگ جوش جلوگیری کنید.
۹. آمادهسازی صحیح الکترود تنگستن
الکترود تنگستن باید به درستی تیز و تمیز باشد. نوک الکترود باید به شکل مناسب (معمولاً مخروطی برای DC) تیز شده و عاری از هرگونه آلودگی باشد. اگر الکترود به حوضچه مذاب برخورد کند یا آلوده شود، میتواند باعث آلودگی جوش و در نتیجه تغییر رنگ آن شود. همچنین، نوع تنگستن (مثلاً لانتانیت یا توریت) و قطر آن باید متناسب با آمپر و نوع فلز پایه انتخاب شود. الکترود تمیز و تیز، به ایجاد قوس پایدار و جلوگیری از پاشش که میتواند محافظت گازی را مختل کند، کمک میکند.
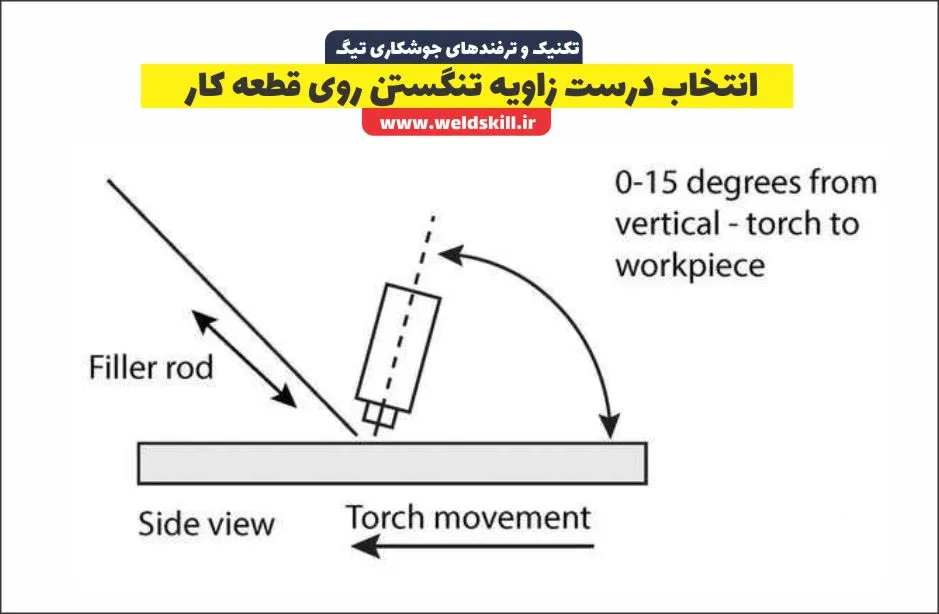
زاویه تورچ نسبت به قطعه کار بسیار مهم است. معمولاً زاویه ۱۰ تا ۱۵ درجه به سمت جهت حرکت جوشکاری توصیه میشود. زاویه نامناسب میتواند باعث تلاطم جریان گاز و عدم پوشش کافی حوضچه مذاب شود. همچنین، حرکت دست باید یکنواخت و بدون لرزش باشد تا حوضچه مذاب به طور پیوسته تحت محافظت گاز قرار گیرد. حرکات ناگهانی یا توقفهای طولانی میتواند باعث ورود هوا و اکسیداسیون شود. تمرین و ثبات در حرکت دست، از تکنیکهای جوشکاری زیبا و دستیابی به جوشهای یکدست است.
۱۱. تکنیک صحیح اضافه کردن فیلر
هنگام اضافه کردن سیم جوش (فیلر) به حوضچه مذاب، باید دقت کنید که فیلر همیشه در منطقه محافظت شده توسط گاز آرگون باقی بماند. اگر فیلر را بیش از حد از حوضچه دور کنید و در معرض هوا قرار دهید، اکسید میشود و این اکسیداسیون به حوضچه مذاب منتقل شده و باعث تغییر رنگ جوش میشود. فیلر را به آرامی و با حرکتی پیوسته به حوضچه مذاب اضافه کنید و از خارج کردن کامل آن از پوشش گازی خودداری کنید. این نکته کوچک، تأثیر بزرگی در جلوگیری از آلودگی و حفظ کیفیت جوش دارد.
۱۲. تمرین و مشاهده دقیق
جوشکاری TIG یک مهارت است که با تمرین و تجربه بهبود مییابد. پس از هر جوش، آن را به دقت بررسی کنید. رنگ جوش، شکل آن و هرگونه نقص را مشاهده کنید. سعی کنید ارتباط بین تنظیمات دستگاه، تکنیک شما و نتیجه نهایی را درک کنید. از اشتباهات خود درس بگیرید. برای مثال، اگر جوش آبی شد، به یاد بیاورید که شاید پستفلو کم بوده یا باد در محیط وجود داشته است. این مشاهده دقیق و تحلیل مداوم، به شما کمک میکند تا به سرعت پیشرفت کرده و به یک جوشکار حرفهای با توانایی ایجاد تکنیکهای جوشکاری زیبا تبدیل شوید.
نتیجهگیری: نگاهی عمیقتر به جوشکاری TIG
همانطور که دیدیم، تغییررنگ جوش در TIG فراتر از یک نقص ظاهری است؛ این یک شاخص حیاتی از کیفیت فرآیند جوشکاری و خواص متالورژیکی جوش نهایی است. با درک دلایل اصلی اکسیداسیون و معنای هر رنگ، جوشکاران میتوانند مشکلات را شناسایی کرده و با به کارگیری این ۱۲ گام عملی، به جوشهایی نقرهای، براق، قوی و مقاوم در برابر خوردگی دست یابند. جوشکاری TIG یک هنر و علم است که با دقت، توجه به جزئیات و تمرین مداوم، نتایج خیرهکنندهای به ارمغان میآورد. با این تکنیکها، شما نیز میتوانید جوشکاری TIG رنگی (به معنای رنگ مطلوب) را تجربه کنید و از زیبایی و استحکام کار خود لذت ببرید.
پرسشهای متداول (FAQ) در مورد رنگی شدن جوش TIG
در این بخش به رایجترین سوالات درباره جوشکاری TIG رنگی و تکنیکهای جوشکاری زیبا پاسخ دادهایم.
۱. چرا جوش TIG (آرگون) پس از اتمام کار رنگی میشود؟
دلیل اصلی رنگی شدن جوش TIG، اکسیداسیون است که به علت تماس فلز داغ با اکسیژن هوا و محافظت ناکافی گاز آرگون رخ میدهد.
۲. هر رنگی که روی جوش TIG ظاهر میشود، چه معنایی دارد؟
نقرهای: عالی و بینقص؛ طلایی: قابل قبول؛ آبی/بنفش: اکسیداسیون زیاد؛ سیاه: کیفیت بسیار پایین و غیرقابل قبول.
۳. جوش نقرهای و براق در TIG چه نوع جوشی است و چگونه به آن دست یابیم؟
جوش نقرهای نشانه محافظت کامل و کیفیت عالی است. با تنظیم دقیق گاز، تمیزکاری و کنترل حرارت به آن میرسید.
۴. اگر جوش TIG من به رنگ آبی یا سیاه درآمد، چه مشکلی وجود دارد و آیا قابل استفاده است؟
این رنگها نشانه اکسیداسیون شدید هستند و جوش معمولاً قابل استفاده نیست. باید جوش را تراشیده و مجدداً جوشکاری کنید.
۵. "پستفلو" (Post-Flow) در جوشکاری TIG چیست و چرا برای جلوگیری از تغییر رنگ مهم است؟
پستفلو، جریان گاز پس از قطع قوس است که از اکسید شدن حوضچه مذاب و تنگستن در زمان خنک شدن جلوگیری میکند.
۶. نقش "لنز گازی" (Gas Lens) در جلوگیری از تغییر رنگ جوش TIG چیست؟
لنز گازی باعث پخش یکنواختتر گاز آرگون و محافظت بهتر از حوضچه مذاب میشود و مانع ورود اکسیژن به منطقه جوش میگردد.
۷. "بکپرج" (Back Purging) چه کاربردی در جوشکاری TIG دارد و چه زمانی باید از آن استفاده کرد؟
بکپرج برای محافظت از پشت جوش در لولهها و قطعات حساس است تا از اکسیداسیون و تغییر رنگ ریشه جوش جلوگیری شود.
۸. آیا تمیزکاری فلز پایه قبل از جوشکاری TIG واقعاً اینقدر مهم است؟
بله، هرگونه آلودگی باعث اکسیداسیون و تغییر رنگ جوش میشود. تمیزکاری کامل سطح، کیفیت جوش را تضمین میکند.
۹. جریان هوا و باد چگونه بر رنگ جوش TIG تأثیر میگذارد؟
جریان هوا میتواند گاز آرگون را کنار بزند و باعث تماس فلز داغ با اکسیژن و در نتیجه تغییر رنگ جوش شود.
۱۰. چه خلوصی از گاز آرگون برای جوشکاری TIG توصیه میشود؟
آرگون با خلوص حداقل ۹۹.۹۹۵٪ برای جوشکاری TIG توصیه میشود تا از اکسیداسیون و تغییر رنگ جلوگیری گردد.

")