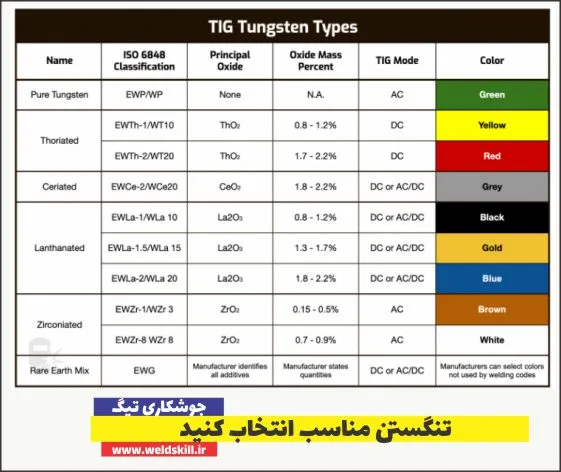
2.انتخاب الکترود تنگستن
جوشکاری آرگون (TIG) یک روش پیشرفته جوشکاری است که برای کاربردهای مختلف فلزات مورد استفاده قرار میگیرد. انتخاب الکترود تنگستن مناسب برای جوشکاری آرگون، یکی از مهمترین مراحل در این فرآیند است. در این مقاله، به بررسی انواع مختلف الکترود تنگستن و مزایا و معایب آنها خواهیم پرداخت.
1. تنگستن خالص
الکترودهای تنگستن خالص 99.5% تنگستن را در بر دارند و میتوانید آنها را از طرف انتهای سبز رنگ شده شناسایی کنید. این نوع الکترود برای جوشکاری آلومینیوم و آلیاژهای مغنزیم مناسب هستند.
مزایا:
- پایداری خوب قوس در جوشکاری AC
- راحتی استفاده برای مبتدیان
- کمهزینهتر نسبت به سایر انواع
- کنترل بهتر در استفاده از جریانهای کمتر
معایب:
- ظرفیت کم برای حمل جریان
- مناسب نیستند برای جوشکاری DC
2. تنگستن توریم دار
الکترودهای تنگستن توریم دار شامل 1% یا 2% اکسید توریم هستند و میتوانید آنها را از طرف انتهای قرمز (2%) یا زرد (1%) رنگ شده شناسایی کنید. این الکترودها پرکاربردترین نوع الکترود در صنعت جوشکاری هستند و برای جوشکاری فولاد، فولاد ضد زنگ، نیکل، تیتانیوم و گاهی آلومینیوم مورد استفاده قرار میگیرند.
مزایا:
- ظرفیت حمل جریان بالا
- پایداری خوب قوس
- قابلیت استفاده در جوشکاری AC یا DC
- عمر کاربردی بیشتر
معایب:
- دارای مواد رادیواکتیو که میتواند خطرهای سلامتی در زمان پردازش داشته باشد
3. تنگستن سریم دار
الکترودهای تنگستن سیریم شامل اکسید سیریم به عنوان عنصر ترکیبی هستند و میتوانید آنها را از طرف انتهای خاکستری رنگ شده شناسایی کنید. این الکترودها منسوب و برای جوشکاری فولاد ساده، فولاد ضد زنگ، نیکل و تیتانیوم مورد استفاده قرار میگیرند.
مزایا:
- شروع و پایداری خوب قوس
- مقاومت عالی در برابر آلودگی جوش
- قابلیت استفاده در جوشکاری AC یا DC
- عمر کاربردی بیشتر نسبت به تنگستن خالص
معایب:
- ظرفیت کمتر حمل جریان نسبت به تنگستن توریات
- ممکن است در جریانهای بالا کروی شوند
4. تنگستن لانتانیوم (انتهای طلایی)
الکترودهای تنگستن لانتانیوم شامل اکسید لانتانیم هستند و میتوانید آنها را از طرف انتهای طلایی رنگ شده شناسایی کنید. این الکترودها یک جایگزین ایمنتر برای الکترودهای توریات هستند، زیرا شامل مواد رادیواکتیو نیستند. از این الکترودها برای جوشکاری فولاد کربنی، فولاد ضد زنگ، تیتانیوم، نیکل، مس، آلومینیوم و مغنزیم استفاده میشود.
مزایا:
- پایداری خوب قوس
- عمر کاربردی بیشتر
- مقاومت خوب در برابر آلودگی جوش
- قابلیت استفاده در جوشکاری AC و DC
معایب:
- ظرفیت کمتر حمل جریان نسبت به تنگستن توریات
- هزینه اولیه بیشتر
5. تنگستن زیرکونیم
الکترودهای تنگستن زیرکونات شامل اکسید زیرکونیم هستند و انتهای آنها سفید رنگ شده است. این الکترودها برای جوشکاری تیگ آلومینیوم و آلیاژهای مغنزیم مناسبترین هستند.
مزایا:
- مقاومت عالی در برابر آلودگی جوش
- پایداری خوب قوس
- قابلیت استفاده در جوشکاری AC
معایب:
- مناسب نیستند برای کاربردهای جریان کم
- مناسب نیستند برای جوشکاری DC

![18 راز و تکنیک جوشکاری تیگ (TIG) برای مبتدیان[ویدئو +تصویر]](https://weldskill.ir/wp-content/uploads/2025/02/18-تکنیک-جوشکاری-تیگ-TIG-برای-مبتدیان.webp "18 راز و تکنیک جوشکاری تیگ (TIG) برای مبتدیان[ویدئو +تصویر]")