آموزش جوشکاری یک مسیر هیجانانگیز و کاربردی است که نیازمند یادگیری تکنیکها و ترفندهای کلیدی است. چه در ابتدای راه باشید و چه سالها تجربه داشته باشید، همیشه نکاتی وجود دارد که میتواند کیفیت کار شما را متحول کند. در این مقاله، به ۱۰ تکنیک و ترفند طلایی میپردازیم که به شما کمک میکند در انواع فرآیندهای جوشکاری، از الکترود گرفته تا TIG و MIG/MAG، به نتایج بهتری دست یابید و مهارتهای خود را ارتقا دهید.
تکنیک اول : آمادهسازی سطح کار، اولین گام حیاتی
تمیزکاری فلز قبل از جوشکاری اولین و مهمترین گام است. هرگونه آلودگی، رنگ، زنگزدگی یا چربی میتواند باعث ایجاد تخلخل و ضعف در جوش شود. این مرحله در تمام فرآیندها، از جوشکاری با الکترود ساده تا جوشکاری حساس TIG، حیاتی است. وقت گذاشتن برای تمیز کردن دقیق، تضمینکننده یک جوش قوی و باکیفیت خواهد بود و از هدر رفتن زمان و مواد در مراحل بعدی جلوگیری میکند.
همواره قبل از جوشکاری قطعه را آماده سازی کنید
تکنیک دوم : اهمیت تمیزکاری قبل از جوشکاری
همانطور که اشاره شد، تمیزکاری پایه و اساس است. برای مثال، در جوشکاری TIG آلومینیوم، حتی یک لایه نازک اکسید میتواند مانع نفوذ قوس شود و جوش را خراب کند. استفاده از برس سیمی، سنگ فرز یا مواد شیمیایی مناسب برای پاک کردن زنگ، رنگ و روغن، قبل از قرار دادن قطعات در کنار هم برای جوشکاری، زمان کمی میبرد اما از مشکلات بزرگ در حین کار جلوگیری میکند و کیفیت جوش را به شدت افزایش میدهد. یک سطح تمیز، امکان کنترل بهتر حوضچه مذاب را فراهم میآورد.
تکنیک سوم : تنظیمات صحیح دستگاه و انتخاب مواد مصرفی
تنظیم صحیح آمپر، ولتاژ (در MIG/MAG)، سرعت سیم (در MIG/MAG) و جریان گاز محافظ (در TIG و MIG/MAG) متناسب با نوع فلز و ضخامت آن، اساس یک جوش خوب است. انتخاب الکترود، سیم جوش یا فیلر متناسب با جنس فلز پایه نیز به همان اندازه اهمیت دارد. این تنظیمات باید قبل از شروع کار بررسی و تست شوند تا از پاشش زیاد، عدم نفوذ یا سوختگی قطعه جلوگیری شود.
تکنیک چهارم : انتخاب گاز محافظ مناسب (TIG/MIG/MAG)
گاز محافظ نقش حیاتی در جلوگیری از واکنش فلز مذاب با اکسیژن و نیتروژن هوا دارد. در TIG معمولاً از آرگون خالص استفاده میشود. در MIG/MAG، بسته به نوع فلز و نیاز به نفوذ، از مخلوط آرگون با CO2 یا اکسیژن استفاده میشود. برای جوشکاری فولاد کربن، مخلوط آرگون و CO2 رایج است، در حالی که برای آلومینیوم و فولاد ضد زنگ، آرگون خالص یا مخلوطهای خاص دیگر به کار میرود. انتخاب گاز اشتباه منجر به جوشی ضعیف و پر از عیب خواهد شد و ظاهر جوش را نیز تحت تأثیر قرار میدهد.
قوس الکتریکی را درست برقرار کنید
تکنیک پنجم : کنترل طول قوس و سرعت حرکت
حفظ طول قوس مناسب و حرکت یکنواخت دست یا تورچ، تعیینکننده شکل و نفوذ جوش است. طول قوس خیلی بلند یا خیلی کوتاه، سرعت حرکت زیاد یا کم، همگی بر کیفیت نهایی تأثیر میگذارند. تمرین برای ایجاد یک ریتم ثابت در حرکت، به مرور زمان باعث بهبود چشمگیر نتایج میشود. در جوشکاری الکترود، طول قوس تقریباً به اندازه قطر الکترود است، در حالی که در TIG و MIG/MAG این فاصله کمی متفاوت است و نیاز به تنظیم دقیق دارد.
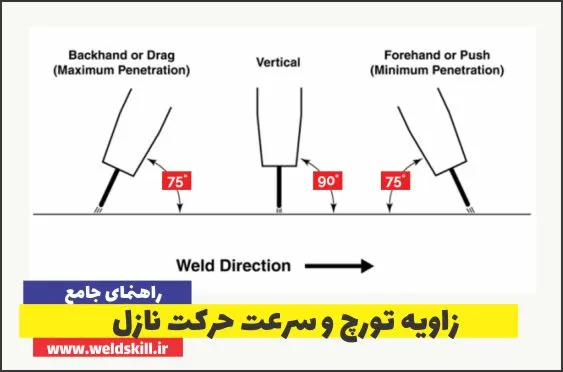
زاویه تورچ و سرعت حرکت نازل
تکنیک ششم :نقش زاویه تورچ در کیفیت جوش
زاویه نگه داشتن تورچ یا الکترود نسبت به قطعه کار و جهت حرکت، تأثیر مستقیمی بر نفوذ، پهنای گرده جوش و میزان پاشش دارد. معمولاً از زاویهای حدود ۱۰ تا ۱۵ درجه نسبت به عمود در جهت حرکت (Pulling) یا خلاف جهت حرکت (Pushing) استفاده میشود. در جوشکاری TIG، زاویه تورچ بر کنترل حوضچه مذاب و اضافه کردن فیلر نیز اثرگذار است. زاویه مناسب به هدایت حرارت و گاز محافظ به بهترین شکل کمک میکند و از محبوس شدن سرباره یا گاز در جوش جلوگیری میکند.
با کنترل حرارت از اعوجاج و دفرمگی جلوگیری کنید
تکنیک هفتم : مدیریت حرارت و جلوگیری از تاب برداشتن
ورود حرارت بیش از حد به قطعه کار میتواند باعث تاب برداشتن و تغییر شکل آن شود، به خصوص در فلزات نازک. استفاده از تکنیکهای جوشکاری منقطع (Tack Welding)، جوشکاری متناوب (Skip Welding) و استفاده از فیکسچرها برای مهار قطعه، از ترفندهای مهم برای کنترل حرارت و جلوگیری از این مشکل هستند. در جوشکاری CO2 (MIG/MAG)، سرعت بالای جوشکاری میتواند به کاهش حرارت ورودی کمک کند، در حالی که در TIG، کنترل دقیق آمپر و پالس میتواند مؤثر باشد.
تکنیک هشتم :تکنیکهای خاص شروع و پایان جوش
شروع و پایان جوش نقاط حساسی هستند که ممکن است عیوبی مانند حفره یا ترک در آنها ایجاد شود. در جوشکاری الکترود، تکنیک ضربه زدن یا خراشیدن برای شروع قوس مهم است. در TIG، کنترل جریان گاز قبل و بعد از جوش (Pre-flow و Post-flow) برای محافظت از حوضچه مذاب و الکترود تنگستن حیاتی است. در MIG/MAG نیز کنترل سرعت سیم و ولتاژ در ابتدا و انتها برای جلوگیری از ایجاد گلوله (Ball) یا عدم پر شدن مناسب اهمیت دارد.
ایمنی در جوشکاری شوخیبردار نیست. استفاده از تجهیزات حفاظت فردی شامل ماسک، دستکش، لباس کار و کفش ایمنی ضروری است. اطمینان از تهویه مناسب محیط کار برای جلوگیری از استنشاق دود و گازهای سمی نیز حیاتی است. هرگز بدون تجهیزات حفاظتی مناسب جوشکاری نکنید، حتی برای یک لحظه کوتاه. این یک ترفند نیست، بلکه یک اصل بنیادین است که سلامت شما را تضمین میکند.
تکنیک دهم : بازرسی بصری جوش، گامی ضروری
پس از اتمام جوش، بازرسی بصری برای اطمینان از عدم وجود عیوبی مانند تخلخل، ترک، عدم نفوذ کافی، یا سرباره محبوس شده، گام نهایی برای تضمین کیفیت کار است. یک جوش خوب باید ظاهری یکنواخت داشته باشد و بدون بریدگی لبه (Undercut) یا پاشش بیش از حد باشد. این بازرسی اولیه میتواند بسیاری از مشکلات را قبل از استفاده از قطعه شناسایی کند.
تمرین مستمر و بازرسی جوش
جوشکاری یک مهارت عملی است که تنها با تمرین زیاد بهبود مییابد. شروع با قطعات قراضه و تمرین خطوط مستقیم، دایرهها و انواع اتصالات، به شما کمک میکند تا حس کنترل قوس، سرعت حرکت و مدیریت حوضچه مذاب را به دست آورید. هرچه بیشتر تمرین کنید، عضلات شما بهتر با حرکات لازم هماهنگ میشوند و میتوانید با اطمینان بیشتری به سراغ پروژههای واقعی بروید و نتایج حرفهایتری کسب کنید. بازرسی دقیق جوشهای تمرینی به شما کمک میکند تا نقاط ضعف خود را شناسایی و برطرف کنید.
نتیجهگیری:
در نهایت، همانطور که در این مقاله به آن پرداختیم، تسلط بر جوشکاری، چه با الکترود، چه با فرآیندهای پیشرفتهتر TIG (آرگون) و MIG/MAG (CO2)، نیازمند توجه به جزئیات و بهکارگیری تکنیکها و ترفندهای کلیدی است. از آمادهسازی دقیق سطح کار و انتخاب صحیح تنظیمات دستگاه و مواد مصرفی گرفته تا کنترل دقیق طول قوس، سرعت حرکت، زاویه تورچ و مدیریت حرارت، هر یک از این نکات نقش بسزایی در کیفیت نهایی جوش ایفا میکنند. رعایت اصول ایمنی نیز که همواره باید در اولویت باشد، ضامن سلامت شما در این حرفه است. با تمرین مستمر و بازرسی دقیق کارهای خود، میتوانید به مرور زمان به یک جوشکار ماهر تبدیل شوید و از نتایج کار خود لذت ببرید. به یاد داشته باشید که هر جوش موفق، نتیجه ترکیب دانش، مهارت و دقت است.
برای یک جوشکار مبتدی، مهمترین نکات شامل رعایت کامل ایمنی (استفاده از ماسک، دستکش و لباس مناسب)، تمرین مستمر برای کنترل قوس و سرعت حرکت، و همچنین توجه به آمادهسازی اولیه سطح کار است. شروع با قطعات ساده و تمرین خطوط مستقیم به شما کمک میکند تا حس کار با دستگاه را به دست آورید.
چرا تمیزکاری فلز قبل از جوشکاری اینقدر اهمیت دارد؟
تمیزکاری سطح فلز از هرگونه زنگزدگی، رنگ، چربی یا آلودگی، حیاتی است زیرا این ناخالصیها میتوانند باعث ایجاد عیوبی مانند تخلخل، عدم نفوذ کافی و ضعف در نقطه جوش شوند. یک سطح تمیز، امکان ایجاد یک جوش قوی، یکنواخت و بدون عیب را فراهم میکند و از هدر رفتن وقت و مواد جلوگیری مینماید.
چگونه فرآیند جوشکاری مناسب (الکترود، TIG، MIG/MAG) را برای پروژه خود انتخاب کنم؟
انتخاب فرآیند بستگی به نوع فلز، ضخامت آن، موقعیت جوشکاری، نیاز به دقت و ظاهر جوش، و همچنین سرعت کار دارد. جوشکاری الکترود (SMAW) برای کارهای عمومی، فضای باز و فلزات ضخیم مناسب است. TIG (GTAW) برای دقت بالا، جوشکاری فلزات نازک و خاص (مانند آلومینیوم و استیل) و ظاهر تمیز جوش استفاده میشود. MIG/MAG (GMAW) که شامل جوشکاری CO2 نیز میشود، برای سرعت بالا، تولید انبوه و جوشکاری انواع فلزات در ضخامتهای مختلف مناسب است و یادگیری آن نسبتاً آسانتر است.
چه تجهیزات ایمنی برای جوشکاری ضروری است؟
تجهیزات ایمنی ضروری شامل ماسک جوشکاری با شیشه مناسب (ترجیحاً اتوماتیک)، دستکشهای مقاوم در برابر حرارت، لباس کار ضخیم و آستین بلند (ترجیحاً چرمی یا ضد آتش)، کفش ایمنی، و در صورت نیاز پیشبند چرمی و کلاه ایمنی است. همچنین تهویه مناسب محیط برای جلوگیری از استنشاق دود و گازهای مضر حیاتی است.
چگونه میتوانم از تاب برداشتن قطعه کار در حین جوشکاری جلوگیری کنم؟
برای جلوگیری از تاب برداشتن، به خصوص در فلزات نازک، میتوانید از تکنیکهایی مانند خالجوش زدن (Tack Welding) در فواصل منظم قبل از جوشکاری کامل، استفاده از فیکسچرها برای مهار قطعه، و جوشکاری متناوب یا پرشی (Skip Welding) برای توزیع حرارت در نقاط مختلف قطعه استفاده کنید. کنترل میزان حرارت ورودی و سرعت جوشکاری نیز نقش مهمی دارد.
اهمیت زاویه تورچ یا الکترود در جوشکاری چیست؟
زاویه نگه داشتن تورچ یا الکترود نسبت به قطعه کار و جهت حرکت، بر روی نفوذ جوش، پهنای گرده، میزان پاشش و کنترل حوضچه مذاب تأثیر میگذارد. زاویههای استاندارد (معمولاً حدود ۱۰ تا ۱۵ درجه نسبت به عمود در جهت یا خلاف جهت حرکت) به هدایت صحیح حرارت و گاز محافظ کمک کرده و از ایجاد عیوبی مانند بریدگی لبه یا عدم پر شدن مناسب جلوگیری میکنند.

")







بسیار عالی وممنون برای تهیه مقاله زیبا وکاربردی
درود لطف دارید