در دنیای جوشکاری، مهندسی و ساخت، علائم جوشکاری زبان مشترک بین طراحان، مهندسان و جوشکاران هستند. این علائم مجموعهای از دستورالعملهای دقیق و فشردهاند که تمام اطلاعات لازم برای آمادهسازی، اجرا و پرداخت نهایی یک اتصال جوش را در خود جای دادهاند. درک صحیح این نمادها برای هر فردی که در یک کارگاه ساخت و تولید فعالیت میکند، حیاتی است؛ زیرا تضمین میکند که محصول نهایی دقیقاً مطابق با اهداف طراح و منطبق بر استانداردهای جوشکاری ساخته شود. این راهنمای جامع به شما کمک میکند تا با زبانی ساده و روان، نحوه خواندن و تفسیر علائم جوشکاری را بیاموزید.
استانداردهای جهانی علائم جوشکاری
برای اطمینان از یکپارچگی و درک مشترک در صنعت، استانداردهای مشخصی برای علائم جوشکاری تدوین شده است:
انجمن جوشکاری آمریکا (AWS): این انجمن استاندارد ملی آمریکا با نام رسمی “ANSI/AWS A2.4, Standard Symbols for Welding, Brazing, and Nondestructive Examination” را منتشر و بهروزرسانی میکند. این استاندارد مرجع اصلی در ایالات متحده و بسیاری از کشورهای دیگر است.
سازمان بینالمللی استانداردسازی (ISO): این سازمان نیز استاندارد بینالمللی ISO 2553 را تدوین کرده است.
اگرچه تفاوتهای جزئی بین این دو استاندارد وجود دارد، اما اصول و مفاهیم پایهای آنها یکسان است. این مقاله بر اساس استاندارد AWS تهیه شده است.
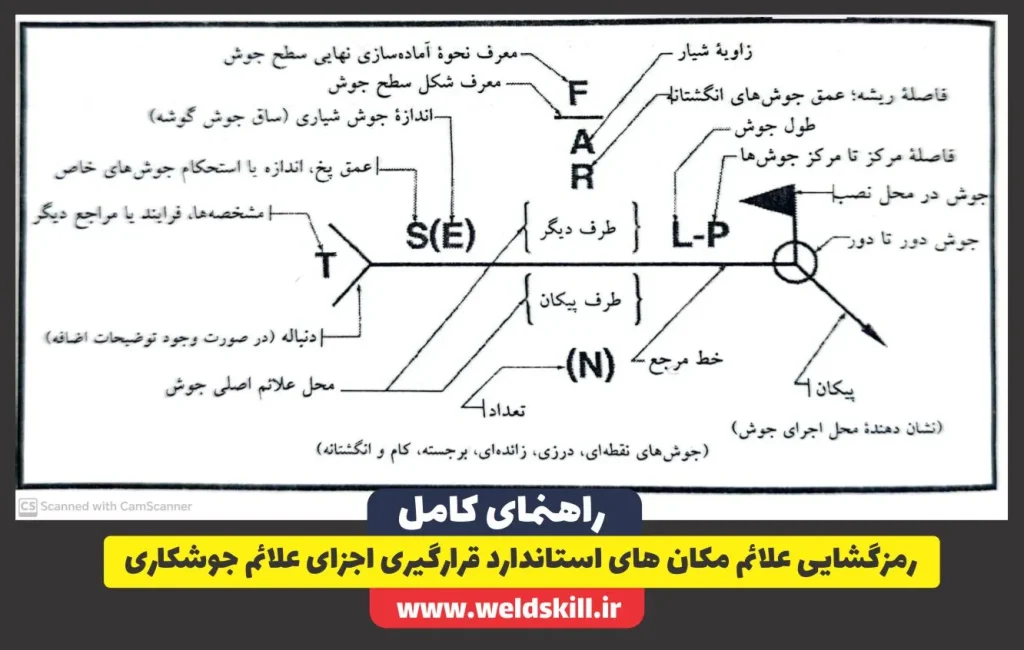
یک نماد جوشکاری (Welding Symbol) تصویری چندبخشی است که اطلاعاتی را برای راهنمایی جوشکار در خود دارد. در این بخش، ساختار نماد جوشکاری را به اجزای کوچکتر تقسیم میکنیم تا درک آن آسانتر شود.
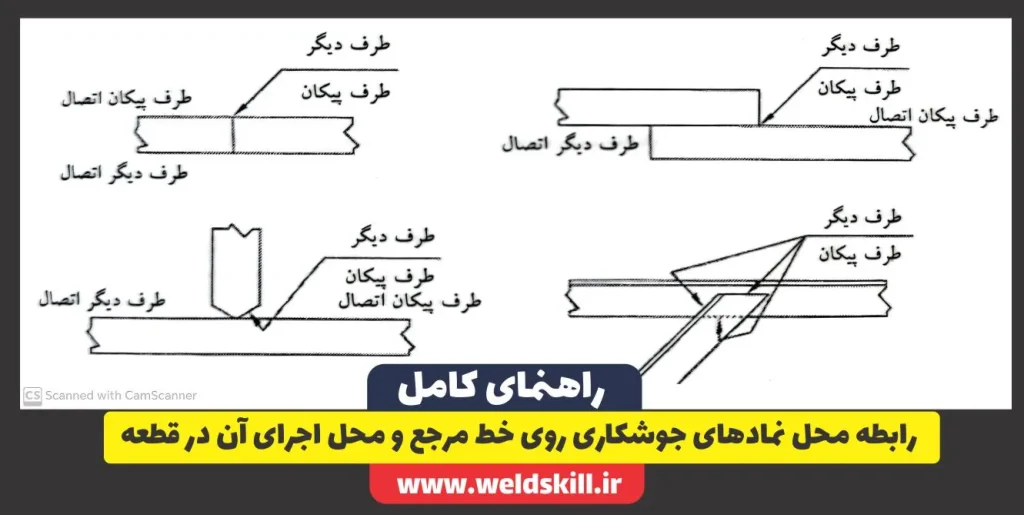
رابطه محل نمادهای جوشکاری روی خط مرجع و محل اجرای آن در قطعه
نکته مهمی که باید به آن توجه کنید این است که اصطلاحات «علامت جوش» (Weld Symbol) و «نماد جوشکاری» (Welding Symbol) با یکدیگر تفاوت دارند و نباید به جای هم استفاده شوند.
نماد جوشکاری (Welding Symbol): به کل ساختار شامل خط مرجع، فلش و دم (در صورت وجود) گفته میشود.
علامت جوش (Weld Symbol):شکل هندسی خاصی است که روی خط مرجع قرار میگیرد و نوع جوش (مانند گوشهای یا شیاری) را مشخص میکند.
اجزا علائم جوشکاری
یک نماد جوشکاری کامل میتواند شامل هفت عنصر زیر باشد:
1. خط مرجع: پایهای که سایر علائم روی آن قرار میگیرند.
2. فلش: به محل اتصال اشاره میکند.
3. علائم اصلی جوش: نوع جوش را مشخص میکنند و روی خط مرجع قرار دارند.
4. ابعاد و سایر دادهها: اندازه، طول یا گام جوش را مشخص میکنند.
5. علائم تکمیلی: اطلاعات اضافی مانند جوش سرتاسری یا جوش کارگاهی را ارائه میدهند.
6. علائم پرداخت: الزامات پرداخت سطح جوش (مانند سنگزنی یا ماشینکاری) را نشان میدهند.
7. دم: حاوی دستورالعملها، یادداشتها یا ارجاعات خاص به فرآیند جوشکاری است.
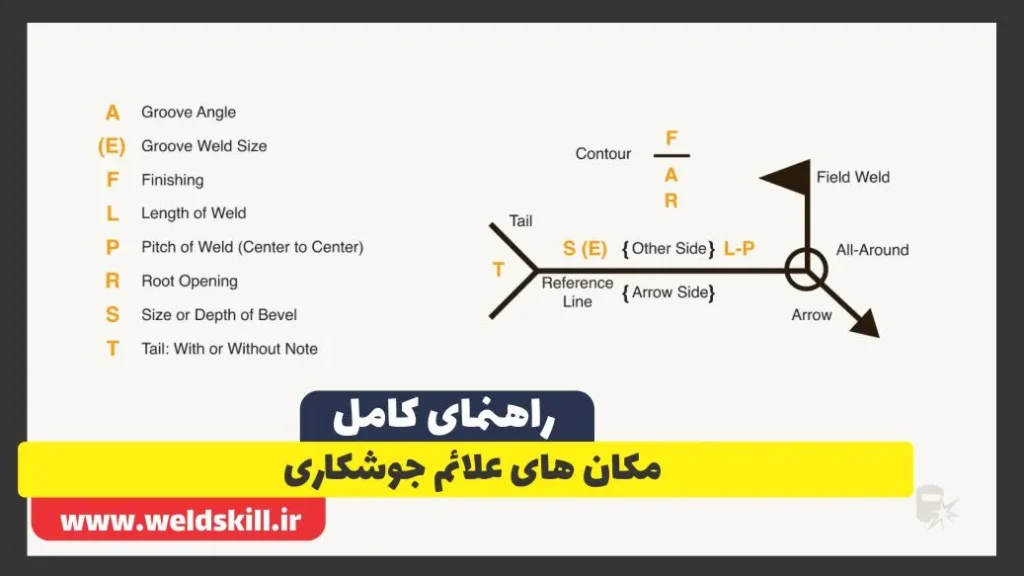
۱. خط مرجع (Reference Line)
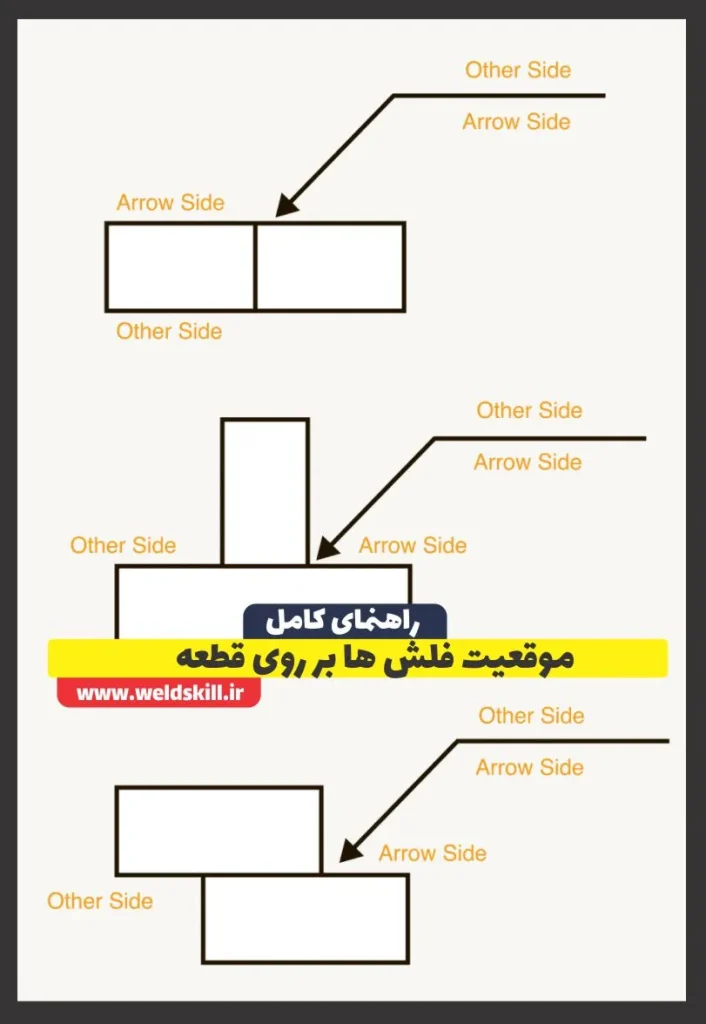
خط مرجع، جزء افقی و اصلی نماد جوشکاری است که بخش عمده اطلاعات روی آن قرار میگیرد. در سیستم AWS، خط مرجع به دو بخش تقسیم میشود: «سمت فلش» (Arrow Side) و «سمت دیگر» (Other Side).
سمت فلش همیشه در پایین خط مرجع و سمت دیگر همیشه در بالای آن قرار دارد، صرفنظر از اینکه فلش به سمت بالا یا پایین باشد.
سمت فلش (پایین خط مرجع): اطلاعات مربوط به جوشی که در سمت اشاره شده توسط فلش قرار دارد، در این بخش نوشته میشود.
سمت دیگر (بالای خط مرجع): اطلاعات مربوط به جوشی که در سمت مخالف اشاره فلش قرار دارد، در این بخش نوشته میشود.
در استاندارد ISO، از یک خطچین در زیر خط مرجع برای نمایش اطلاعات جوش در سمت دیگر استفاده میشود.
مکان های علائم جوشکاری
۲. فلش (Arrow)
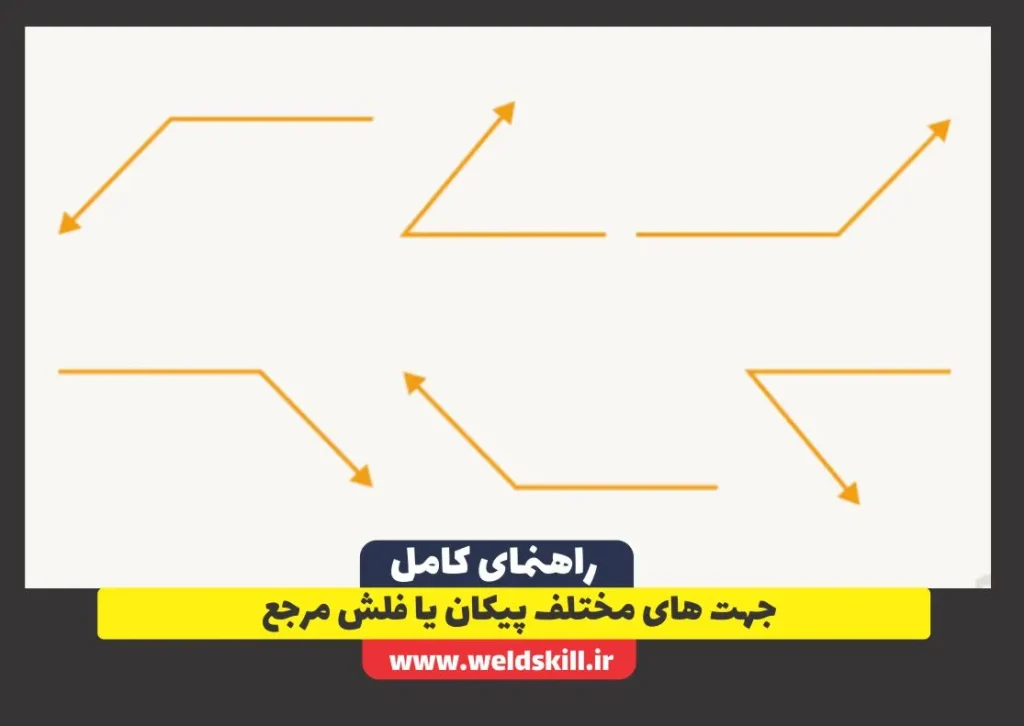
فلش، خط مرجع را به محل دقیق اتصال جوش روی قطعه کار متصل میکند. جهت فلش میتواند به سمت بالا، پایین یا طرفین باشد. وظیفه اصلی فلش، نشان دادن اتصال مورد نظر برای جوشکاری است. در جوشهای شیاری، فلش مشخص میکند که کدام سمت اتصال نیاز به آمادهسازی (پخزنی) دارد.
فلشهای نماد جوشکاری میتوانند در جهات مختلفی قرار بگیرند.
موقعیت فلش ها بر روی قطعه
3. انواع علائم جوش (Weld Symbols)
دانستن اینکه هر علامت روی خط مرجع معرف چه نوع جوشی است، برای اجرای صحیح کار ضروری است.
جوش گوشهای (Fillet Weld): این علامت (یک مثلث قائمالزاویه) یکی از رایجترین انواع جوش است. اگر این علامت در دو طرف خط مرجع به صورت نامتقارن قرار گیرد، به معنای جوش منقطع نامتقارن (Staggered) است.
جوش کام یا شیاری (Plug or Slot Weld): برای اتصال دو قطعه روی هم استفاده میشود.
جوش نقطهای یا مقاومتی (Spot or Projection Weld): معمولاً برای ورقهای نازک فلزی به کار میرود.
جوش گلمیخ (Stud): برای اتصال یک گلمیخ به سطح یک صفحه فلزی استفاده میشود.
جوش نواری (Seam):نوعی جوش مقاومتی برای ایجاد یک اتصال پیوسته بین ورقهای فلزی است.
جوش پشتیبان یا پشتبند (Back or Backing): اگرچه علامت آنها یکسان است (یک نیمدایره)، اما جوش پشتیبان (Backing) قبل از جوش اصلی و جوش پشتبند (Back) بعد از جوش اصلی اجرا میشود.
جوش روکشکاری (Surfacing Weld): برای افزودن لایههای فلز جهت افزایش مقاومت به سایش استفاده میشود.
جوش لبهای (Edge Weld): معمولاً برای ورقهای فلزی استفاده میشود.
نماد های اصلی جوش و محل قرار گیری در خط مرجع
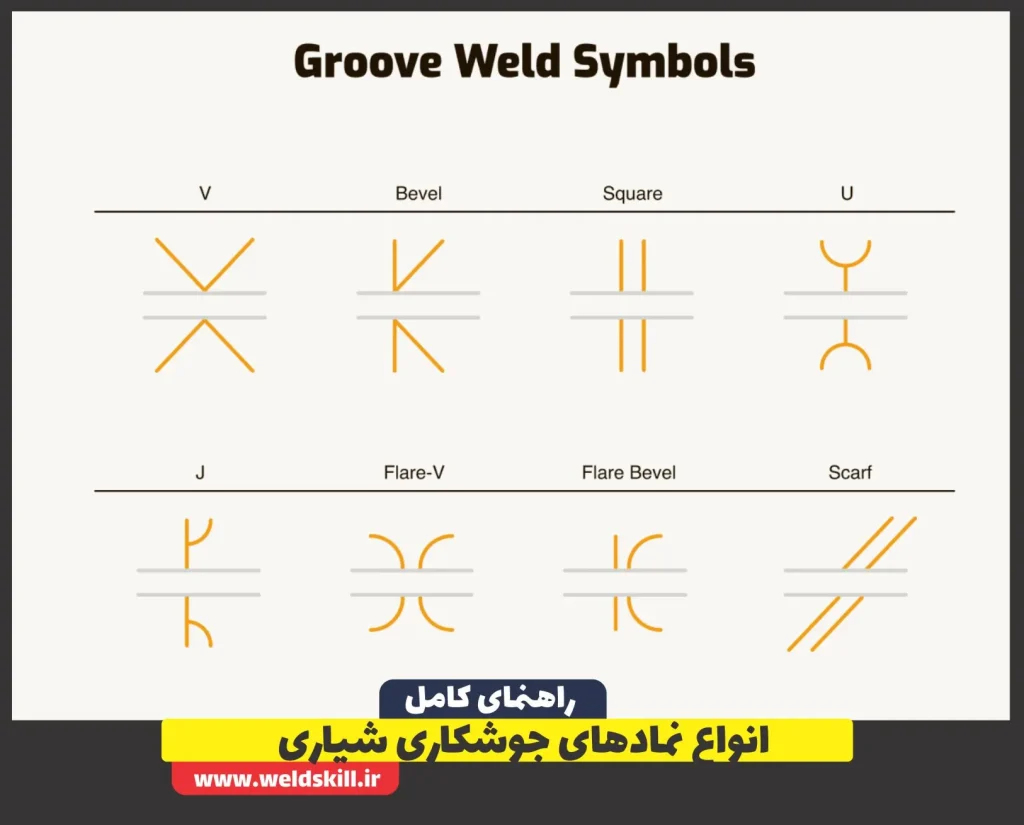
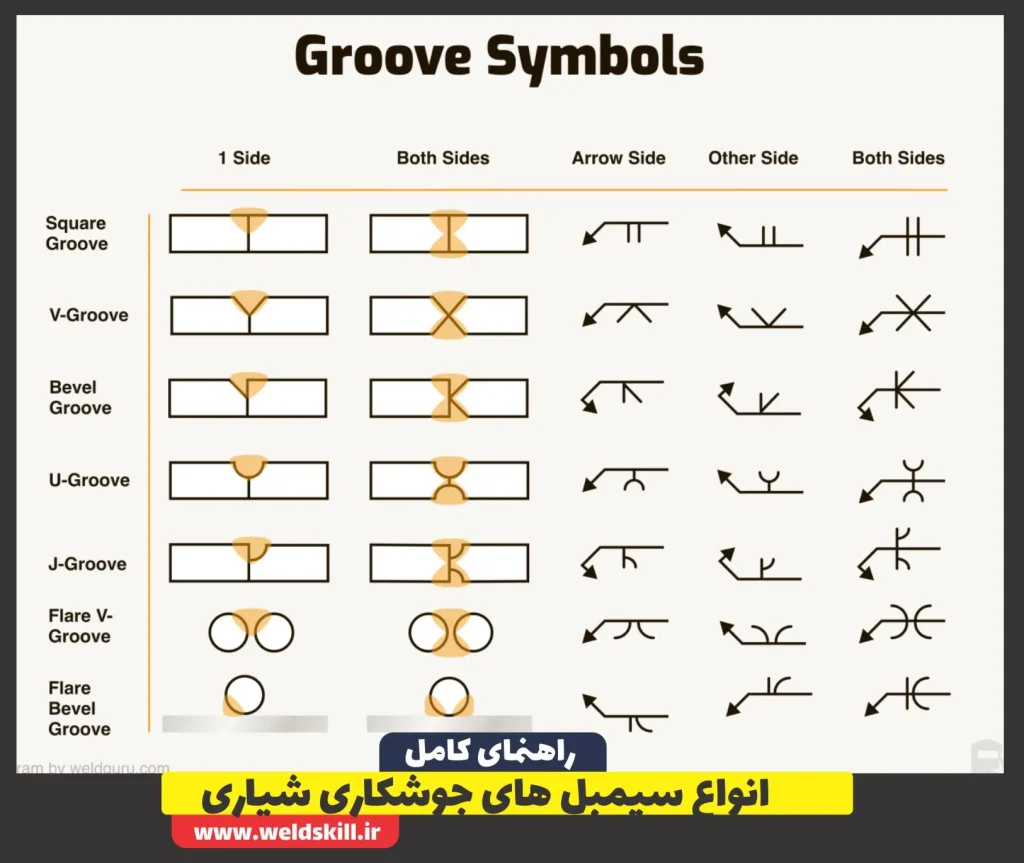
انواع مختلف علائم جوش شیاری
جوش V شکل (V-Groove): هر دو لبه قطعه کار پخزنی میشوند.
جوش یکطرفه پخ (Bevel Groove): فقط یک لبه از اتصال پخزنی میشود. فلش به سمتی اشاره میکند که باید آمادهسازی شود.
جوش U شکل (U-Groove): به جای پخ صاف، لبهها به صورت مقعر و گرد آمادهسازی میشوند. این نوع آمادهسازی گرانتر است.
جوش J شکل (J-Groove): مشابه جوش یکطرفه پخ است، اما پروفیل آمادهسازی مقعر و شبیه حرف J است.
جوش V شکل گشاد (Flare V-Groove): معمولاً هنگام جوشکاری دو قطعه لوله با مقطع مربع یا مستطیل (HSS) ایجاد میشود.
جوش یکطرفه پخ گشاد (Flare Bevel Groove): هنگام جوشکاری یک قطعه گرد (مانند میلگرد) به یک صفحه صاف دیده میشود.
انواع نمادهای جوشکاری شیاری
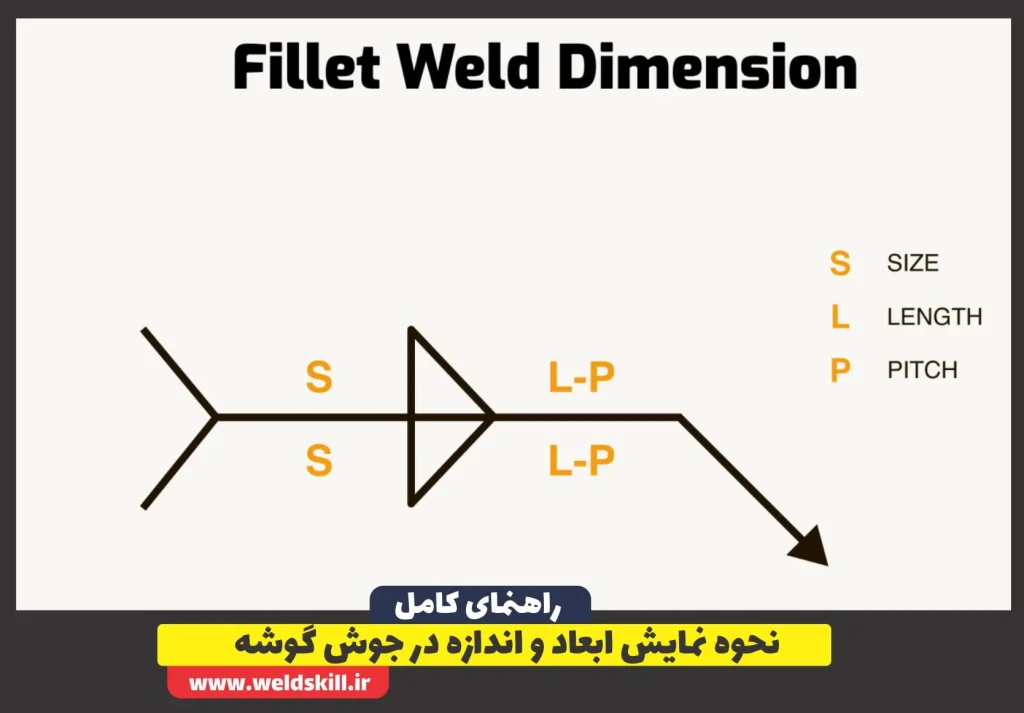
نحوه خواندن ابعاد جوش گوشهای
اجزای اصلی یک جوش گوشهای و ابعاد آن.
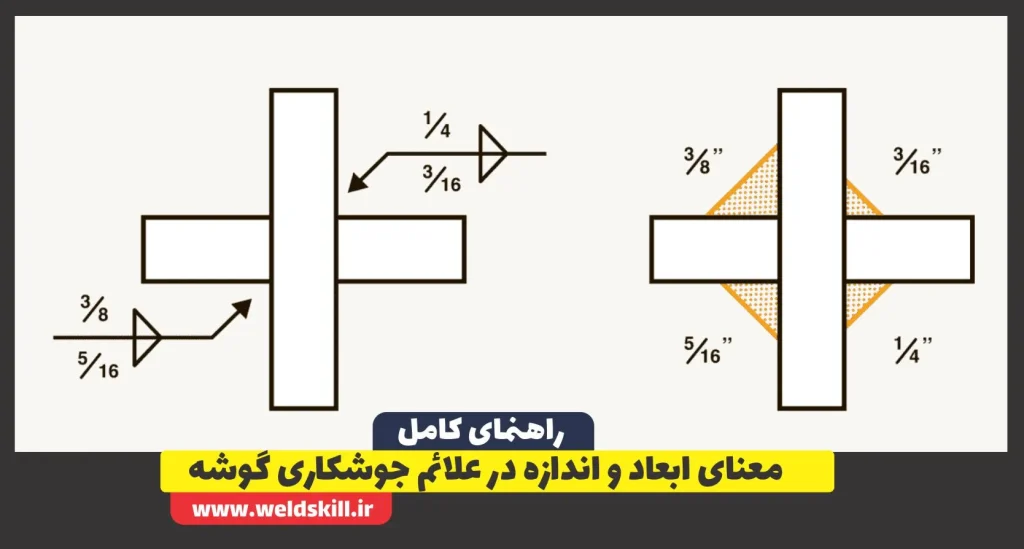
اندازه جوش (S): عددی که در سمت چپ علامت جوش گوشهای قرار میگیرد، اندازه ساق جوش را نشان میدهد. برای مثال، جوش گوشهای “⅜ به این معناست که هر دو ساق جوش باید ⅜ اینچ باشند. اگر عددی ذکر نشود، اندازه جوش برابر با ضخامت نازکترین ورق در اتصال است.
نحوه نمایش ابعاد و اندازه در جوش گوشه
نحوه نمایش ابعاد و اندازه در جوش گوشه
طول و گام (L و P):اعداد سمت راست علامت، به ترتیب طول هر قطعه جوش (L) و فاصله مرکز به مرکز بین جوشهای منقطع (P) را مشخص میکنند. اگر این بخش خالی باشد، جوش به صورت پیوسته است.
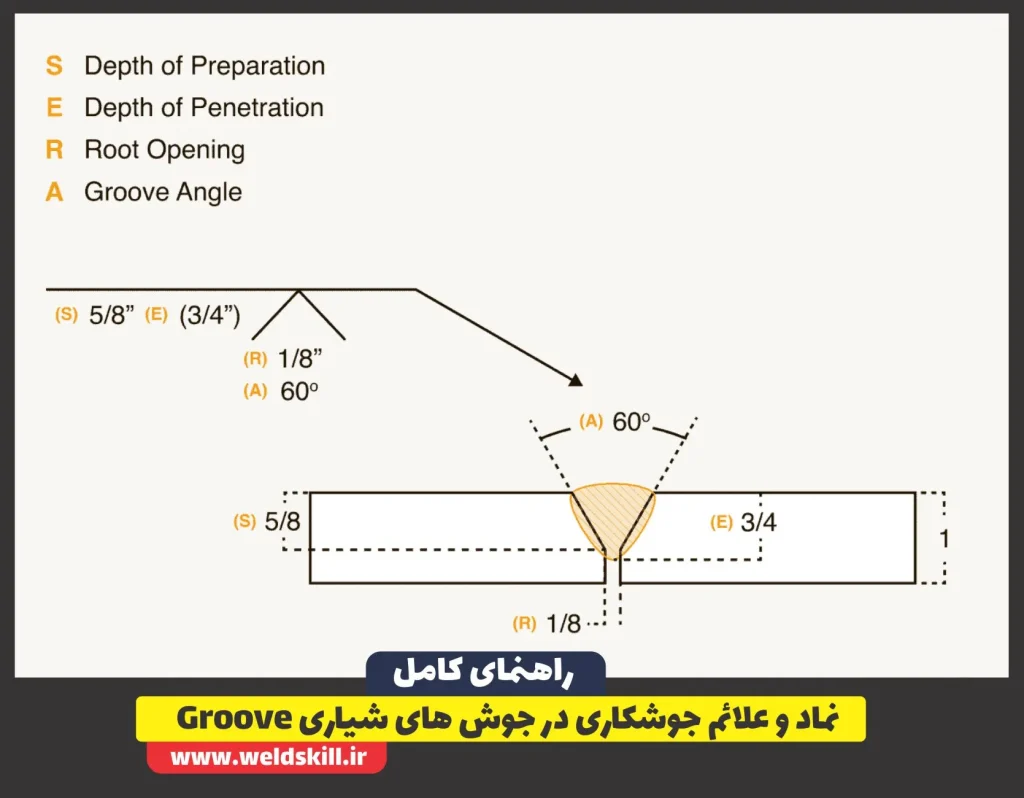
نحوه خواندن ابعاد جوش شیاری
علائم جوش شیاری اطلاعاتی مانند زاویه آمادهسازی، عمق آمادهسازی، عمق نفوذ و فاصله ریشه را ارائه میدهند.
فاصله ریشه (R): عددی که داخل علامت جوش قرار میگیرد.
زاویه شیار (A): زاویه کلی بین دو لبه آمادهسازی شده است. برای مثال، زاویه 60 درجه به معنای دو پخ 30 درجه است.
انواع سیمبل های جوشکاری شیاری
عمق آمادهسازی (S): عددی که در سمت چپ علامت قرار دارد و عمق پخزنی را نشان میدهد.
عمق نفوذ (E): عددی که در داخل پرانتز در کنار عمق آمادهسازی (S) قرار میگیرد و عمق نفوذ جوش از سطح قطعه را مشخص میکند.
نماد و علائم جوشکاری در جوش های شیاری Groove
جوش با نفوذ کامل (CJP) و نفوذ ناقص (PJP)
CJP (Complete Joint Penetration): به معنای نفوذ 100% فلز جوش در کل ضخامت اتصال است. برای مشخص کردن آن، عبارت “CJP” در دم نماد جوشکاری نوشته میشود.
PJP (Partial Joint Penetration): به معنای نفوذ جزئی جوش است و فلز جوش کل ضخامت اتصال را پر نمیکند.
تفاوت علائم جوش با نفوذ کامل (CJP) و نفوذ ناقص (PJP)
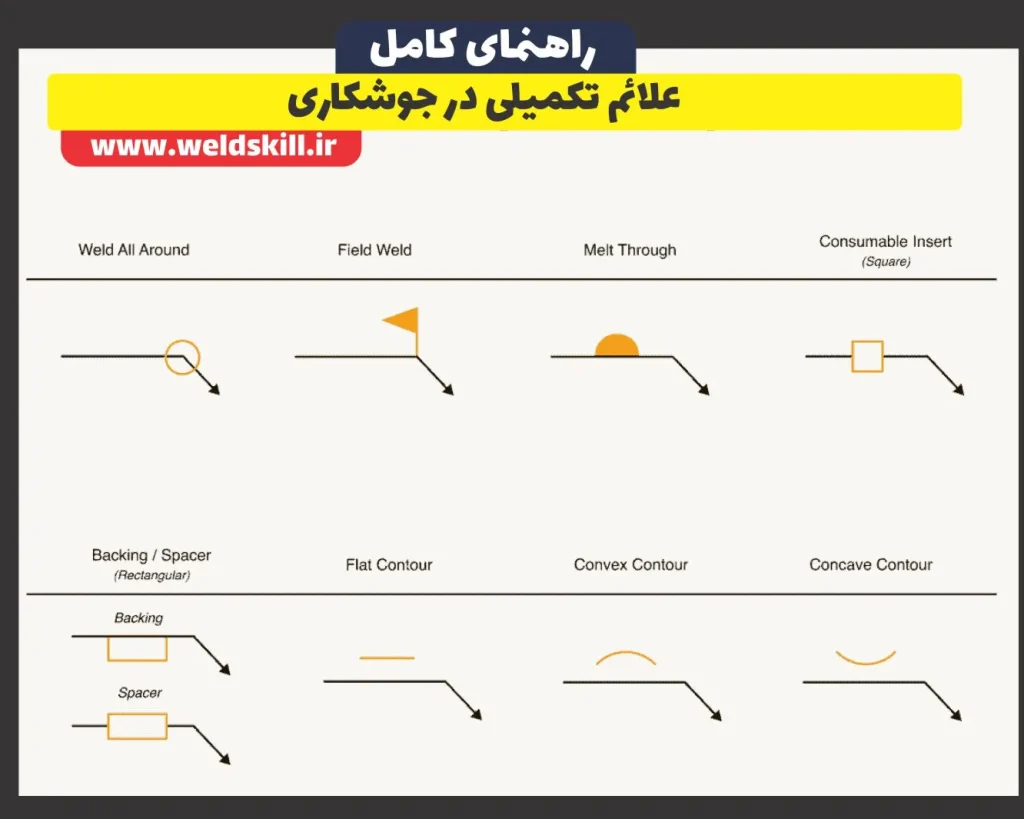
علائم تکمیلی (Supplementary Symbols)
این علائم اطلاعات بیشتری درباره نحوه اجرای جوش ارائه میدهند.
جوش سرتاسری (All Around): یک دایره در محل اتصال فلش به خط مرجع به این معناست که جوش باید به طور کامل دور تا دور اتصال اجرا شود.
جوش کارگاهی (Field Weld): یک پرچم کوچک در محل اتصال فلش به خط مرجع نشان میدهد که جوش باید در محل پروژه (سایت) انجام شود، نه در کارگاه.
ذوب کامل از پشت (Melt-Through): یک نیمدایره سیاه و توپر در سمت مخالف علامت جوش، نشاندهنده نیاز به ذوب شدن جوش و نفوذ آن به سمت دیگر اتصال است.
تسمه پشتبند (Backing): یک مستطیل در سمت مخالف علامت جوش، نشاندهنده استفاده از تسمه پشتبند است. اگر حرف “R” داخل مستطیل باشد، یعنی تسمه پس از جوشکاری باید برداشته شود.
شکل نهایی سطح جوش (Contour): خطوط صاف، محدب (برآمده) یا مقعر (فرورفته) در بالای علامت جوش، شکل نهایی سطح جوش را مشخص میکنند. حروفی مانند G (سنگزنی)، M (ماشینکاری) یا C (قلمزنی) روش رسیدن به این شکل را تعیین میکنند.
درک علائم جوشکاری مهارتی است که نیاز به تمرین و تکرار دارد. این علائم زبان فنی و بینالمللی صنعت هستند و تسلط بر آنها از بروز خطا جلوگیری کرده و کیفیت نهایی کار را تضمین میکند. حتی جوشکاران باتجربه نیز گاهی برای تفسیر نمادهای کمتر رایج به هندبوکها و مراجع مراجعه میکنند. همیشه یک نسخه از استاندارد AWS A2.4 یا خلاصههای معتبر آن را در دسترس داشته باشید تا بتوانید با اطمینان کامل نقشههای مهندسی را بخوانید و اجرا کنید.
۱۰ سوال متداول درباره علائم جوشکاری
۱. هدف اصلی علائم جوشکاری چیست؟
هدف اصلی، انتقال دقیق و فشرده اطلاعات از طراح به جوشکار در مورد نوع، اندازه، محل و سایر مشخصات فنی جوش مورد نیاز برای یک اتصال است.
۲. تفاوت بین «علامت جوش» و «نماد جوشکاری» چیست؟
«نماد جوشکاری» کل ساختار شامل خط مرجع، فلش و دم است. «علامت جوش» شکل هندسی خاصی (مانند مثلث برای جوش گوشهای) است که روی خط مرجع قرار میگیرد و نوع جوش را تعیین میکند.
۳. فلش در نماد جوشکاری به چه چیزی اشاره دارد؟
فلش به محل دقیق اتصال روی قطعه کار که باید جوشکاری شود، اشاره میکند. همچنین، سمتی که فلش به آن اشاره دارد، «سمت فلش» نامیده میشود.
۴. چه اطلاعاتی در دم نماد جوشکاری قرار میگیرد؟
اطلاعات تکمیلی مانند فرآیند جوشکاری مورد نیاز (مثلاً GMAW برای جوش MIG)، مشخصات فنی خاص یا ارجاع به دستورالعملهای جوشکاری (WPS) در دم نوشته میشود.
۵. دایره در محل اتصال فلش به خط مرجع به چه معناست؟
این دایره، علامت «جوش سرتاسری» (All Around) است و به این معناست که جوش باید به طور کامل دور تا دور اتصال اجرا شود.
۶. اندازه جوش گوشهای چگونه نمایش داده میشود؟
اندازه ساق جوش گوشهای به صورت یک عدد در سمت چپ علامت مثلثی شکل آن نوشته میشود.
۷. تفاوت اصلی استانداردهای AWS و ISO در علائم جوشکاری چیست؟
یکی از تفاوتهای اصلی این است که در استاندارد AWS، اطلاعات «سمت دیگر» در بالای خط مرجع قرار میگیرد، در حالی که در استاندارد ISO، از یک خطچین اضافی در زیر خط مرجع برای این منظور استفاده میشود.
۸. مخفف CJP به چه معناست؟
CJP مخفف "Complete Joint Penetration" به معنای «جوش با نفوذ کامل» است. این عبارت در دم نماد نوشته میشود و به این معناست که فلز جوش باید تمام ضخامت اتصال را پر کند.
۹. علامت جوش کارگاهی (Field Weld) چیست و چه کاربردی دارد؟
این علامت شبیه یک پرچم است و نشان میدهد که جوشکاری باید در محل نصب نهایی پروژه (سایت) انجام شود، نه در کارگاه ساخت.
۱۰. برای یادگیری عمیقتر علائم جوشکاری به کجا مراجعه کنم؟
بهترین مرجع، کتاب استاندارد "AWS A2.4" است. همچنین، هندبوکها و راهنماهای خلاصهشدهای که توسط موسسات معتبر جوشکاری منتشر میشوند، منابع بسیار مفیدی هستند.

")