
مقدمه کیفیت نهایی یک مخزن استیل، تنها به استحکام جوش...ادامۀ مطلب

ساعت کاری: 09:00 صبح تا 20:00 بعد از ظهر
مرکز تخصصی آموزش جوشکاری و بازرسی جوش فنی و حرفه ای
مرکز شرق تهران : بزرگراه شهیدزین الدین بلوار دانشگاه ،کارگاه جوشکاری دانشگاه خواجه نصیر
![راهنمای جامع الکترودهای پرمصرف جوشکاری[مقایسه و کاربرد 6013، 6010 و 7018]](https://weldskill.ir/wp-content/uploads/2024/10/راهنمای-جامع-الکترودهای-پرمصرف-جوشکاری-1024x573.jpg "راهنمای جامع الکترودهای پرمصرف جوشکاری[مقایسه و کاربرد 6013، 6010 و 7018]")
در دنیای پیچیده و فنی جوشکاری، انتخاب الکترود مناسب میتواند تفاوت چشمگیری در کیفیت و استحکام جوش ایجاد کند. امروز، ما در ولداسکیل، به عنوان منبع تخصصی مقالات جوشکاری، قصد داریم شما را با سه الکترود پرمصرف و محبوب در صنعت جوشکاری آشنا کنیم: 6013، 6010 و 7018.
این الکترودها هر کدام ویژگیهای منحصر به فردی دارند که آنها را برای کاربردهای خاصی ایدهآل میسازد. چه شما یک جوشکار تازهکار باشید یا یک متخصص با تجربه، درک عمیقتر از این الکترودها میتواند به شما در انتخاب بهترین گزینه برای پروژههای مختلف کمک کند.
در این مقاله جامع، ما نه تنها به مقایسه این سه الکترود میپردازیم، بلکه نکات کاربردی برای استفاده بهینه از هر کدام را نیز ارائه خواهیم داد. همچنین، برای کسانی که به دنبال اطلاعات بیشتر هستند، میتوانید به بخش ” جوشکاری” در وبسایت ما مراجعه کنید که منبعی غنی از دانش تخصصی در زمینه جوشکاری است.
پس با ما همراه باشید تا دنیای جذاب الکترودهای 6013، 6010 و 7018 را کاوش کنیم و مهارتهای جوشکاری خود را به سطح بالاتری ارتقا دهیم.
فهرست مطلب
Toggleالکترود جوشکاری یکی از مهمترین ابزارها در صنعت جوشکاری است. این وسیله که گاهی به آن “سیم جوش” نیز میگویند، نقشی حیاتی در فرآیند اتصال فلزات ایفا میکند. در واقع، الکترود جوشکاری میلهای فلزی است که برای هدایت جریان الکتریکی و ایجاد قوس الکتریکی بین خود و قطعه کار استفاده میشود.
1. ایجاد قوس الکتریکی: الکترود با عبور جریان الکتریکی، قوسی ایجاد میکند که گرمای لازم برای ذوب فلز را فراهم میآورد.
2. تأمین فلز پرکننده: بدنه الکترود ذوب شده و به عنوان ماده پرکننده در محل جوش قرار میگیرد.
3. محافظت از جوش: پوشش الکترود حین سوختن، گازهایی تولید میکند که از اکسیداسیون جوش جلوگیری میکنند.
4. بهبود کیفیت جوش: مواد موجود در پوشش الکترود میتوانند خواص مکانیکی و شیمیایی جوش را بهبود بخشند.
5. کنترل ویژگیهای جوش: با انتخاب الکترود مناسب، میتوان ویژگیهایی مانند استحکام، انعطافپذیری و مقاومت به خوردگی جوش را کنترل کرد.
در ولداسکیل، ما بر این باوریم که انتخاب صحیح الکترود میتواند تأثیر شگرفی بر کیفیت نهایی جوش داشته باشد.
در ادامه این مقاله، به بررسی دقیقتر سه نوع از پرکاربردترین الکترودهای جوشکاری یعنی 6013، 6010 و 7018 خواهیم پرداخت و ویژگیهای منحصر به فرد هر کدام را مورد بحث قرار خواهیم داد.
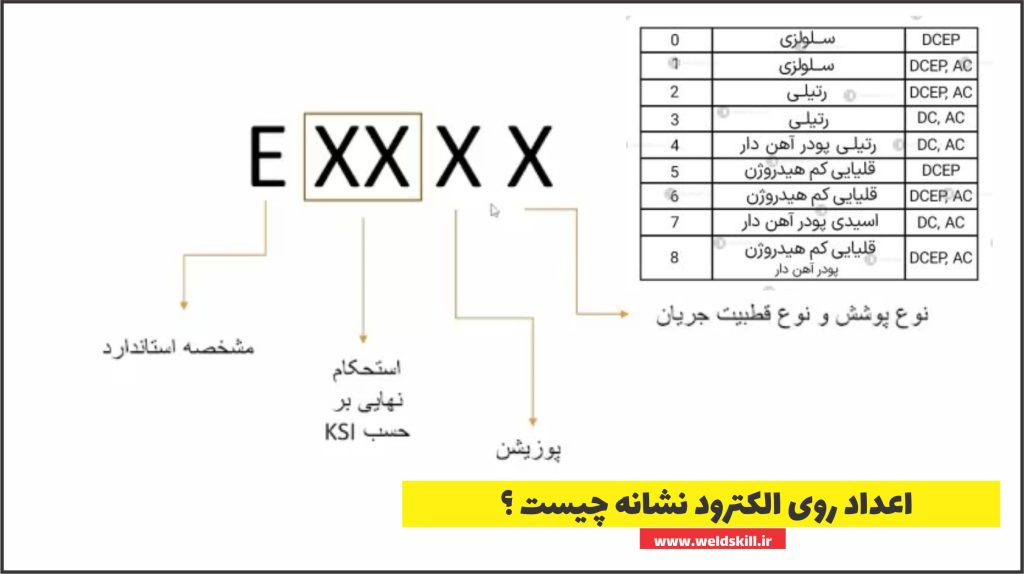
شمارههایی که روی الکترودهای جوشکاری میبینید، در واقع کدهایی هستند که اطلاعات مهمی درباره ویژگیها و کاربردهای آن الکترود ارائه میدهند. این سیستم کدگذاری توسط انجمن جوشکاری آمریکا (AWS) استاندارد شده است. در ولداسکیل، به عنوان منبع تخصصی مقالات جوشکاری، اهمیت درک این کدها را برای انتخاب صحیح الکترود تأکید میکنیم.
بیایید این کد را با استفاده از مثال الکترود E6013 بررسی کنیم:
حال، بیایید نگاهی به دو الکترود دیگر که قرار است در این مقاله بررسی کنیم بیندازیم:
– E6010: استحکام کششی 60,000 psi، مناسب برای تمام وضعیتها، با پوشش سلولزی و مناسب برای DC با قطبیت مثبت.
– E7018: استحکام کششی 70,000 psi، مناسب برای تمام وضعیتها، با پوشش کم هیدروژن و پودر آهن، مناسب برای AC یا DC با قطبیت مثبت.
درک این کدها به جوشکاران کمک میکند تا الکترود مناسب را برای کار خود انتخاب کنند و به نتیجه مطلوب در جوشکاری دست یابند.
بر اساس نوع و قطر الکترود، مطابق جداول جهانی
* محدوده فوق پیشنهاد کارخانه است. متناسب با شرایط، کمی قابل تغییر میباشد. در ضمن به اطلاعات و پیشنهاد رو جعبه الکترود حتما دقت کنید.
با انتخاب گزینههای زیر، الکترودهای مناسب AWS را برای پروژه خود پیدا کنید.
**توجه:** این ابزار صرفاً یک راهنمای اولیه است. برای کاربردهای حساس و حیاتی، همیشه به مشخصات فنی سازنده الکترود، استانداردهای مربوطه (مانند AWS D1.1) و توصیههای مهندس جوش مراجعه کنید.






الکترود 6013 یکی از پرکاربردترین و محبوبترین الکترودهای جوشکاری است. این الکترود به دلیل ویژگیهای منحصر به فرد خود، در بسیاری از پروژههای جوشکاری استفاده میشود. در ولداسکیل، ما به شما میگوییم که چرا این الکترود محبوب است.
نکته مهم : الکترود 6013 میتواند در تمام وضعیتها، از جمله سربالا (overhead) و سرپایین (flat) جوش داده شود.
در ولداسکیل، ما معتقدیم که الکترود 6013 یک انتخاب عالی برای بسیاری از پروژههای جوشکاری است. با این حال، مهم است که قبل از استفاده از هر الکترودی، ویژگیهای آن را با نیازهای پروژه خود تطبیق دهید.

الکترود 7018 یکی از الکترودهای پرقدرت و با کیفیت است که در جوشکاری استفاده میشود. این الکترود از ترکیب مواد مختلف تشکیل شده است و دارای ویژگیهای منحصر به فردی است.
1. پوشش: پوشش الکترود 7018 از نوع کم هیدروژن (Low Hydrogen) است که باعث کاهش هیدروژن در جوش میشود.
2. پودر آهن: الکترود 7018 حاوی پودر آهن است که باعث افزایش استحکام کششی جوش میشود.
3. مواد افزودنی: الکترود 7018 حاوی مواد افزودنی مانند سیلیکون و منگنز است که باعث بهبود کیفیت جوش میشود.
1. جوشکاری فولادهای آلیاژی: الکترود 7018 برای جوشکاری فولادهای آلیاژی با استحکام کششی بالا استفاده میشود.
2. جوشکاری ساختمانی: الکترود 7018 برای جوشکاری تیرهای فولادی، ستونها و دیوارهای بتنی استفاده میشود.
3. جوشکاری صنعتی: الکترود 7018 برای جوشکاری تجهیزات صنعتی، مانند پمپها، موتورها و گیربکسها استفاده میشود.
نکات مهم در مورد الکترود 7018:
1. خشک کردن: الکترود 7018 باید قبل از استفاده خشک شود تا رطوبت آن کاهش یابد.
2. دمای جوشکاری: دمای جوشکاری الکترود 7018 باید بین 250 تا 300 درجه سانتیگراد باشد.
3. سرعت جوشکاری: سرعت جوشکاری الکترود 7018 باید کنترل شود تا جوشی با کیفیت بالا ایجاد شود.
4. استفاده از جریان DC: الکترود 7018 باید با جریان DC استفاده شود تا جوشی با کیفیت بالا ایجاد شود.
با رعایت نکات فوق، الکترود 7018 میتواند جوشی با کیفیت بالا و استحکام کششی خوب ایجاد کند.

جهت جوشکاری در الکترود 7018 معمولاً سربالا (Vertical) است. دلیل این امر این است که الکترود 7018 دارای روکش (پوشش) است که دیر منجمد بوده و ممکن است روی حوضچه مذاب قرار بگیرد به همین دلیل جوشکاری در جهت سربالا راحتتر باشد.
روکش الکترود 7018 به صورت خاصی طراحی شده است که باعث میشود جوشکاری در جهت سربالا با کیفیت بالا و استحکام کششی خوب انجام شود. این روکش باعث میشود که جوشکاری در جهت سربالا با سرعت و دقت بیشتری انجام شود.
الکترود 6010 یکی از پرکاربردترین الکترودهای جوشکاری در صنعت است. این الکترود که به عنوان یک الکترود سلولزی شناخته میشود، برای اولین بار در دهه 1920 میلادی معرفی شد و از آن زمان تاکنون نقش مهمی در صنعت جوشکاری ایفا کرده است.
الکترود 6010 با روکشی از سلولز و ترکیبات سدیم پوشیده شده است. این روکش هنگام جوشکاری میسوزد و گازهایی تولید میکند که از فلز مذاب محافظت میکنند. ویژگی منحصر به فرد این الکترود، توانایی آن در ایجاد نفوذ عمیق و قوس الکتریکی قوی است که آن را برای بسیاری از کاربردهای صنعتی مناسب میسازد.
کاربردها:
1. جوشکاری لولهها:
– الکترود 6010 به طور گسترده در صنایع نفت و گاز برای جوشکاری خطوط لوله استفاده میشود.
– به ویژه برای پاس ریشه (اولین لایه جوش) در لولهها بسیار مناسب است، زیرا نفوذ عمیقی ایجاد میکند.
– قابلیت جوشکاری در تمام وضعیتها، از جمله سرازیر، آن را برای کار در محل مناسب میسازد.
2. سازههای فلزی:
– در ساخت و ساز، برای جوشکاری تیرآهنها و ستونهای فولادی استفاده میشود.
– برای ساخت اسکلتهای فلزی ساختمانها و پلها کاربرد دارد.
3. تعمیرات:
– به دلیل نفوذ عمیق، برای تعمیر ترکها و شکستگیها در قطعات فولادی مناسب است.
– در تعمیر ماشینآلات صنعتی و قطعات فرسوده کاربرد دارد.
4. صنایع کشتیسازی:
– برای جوشکاری بدنه و سازههای فلزی کشتیها استفاده میشود.
– توانایی جوشکاری در شرایط بادی و محیطهای باز آن را برای این صنعت مناسب میسازد.
5. مخازن تحت فشار:
– در ساخت مخازن فولادی با ضخامت کم تا متوسط استفاده میشود.
– به دلیل نفوذ عمیق، اتصالات محکمی ایجاد میکند که برای مخازن تحت فشار ضروری است.
6. صنایع خودروسازی:
– در ساخت شاسی و بدنه خودروها کاربرد دارد.
– برای تعمیر قطعات خودرو نیز استفاده میشود.
این الکترود به دلیل قابلیت استفاده در شرایط مختلف و کیفیت بالای جوش، همچنان یکی از پرکاربردترین الکترودها در صنعت جوشکاری است. البته استفاده از آن نیاز به مهارت و تجربه کافی دارد تا بهترین نتیجه حاصل شود.
الکترودهای 6013 و 7018 هر دو در جوشکاری فولادهای کم کربن و کم آلیاژ استفاده میشوند، اما تفاوتهای مهمی دارند. بیایید این تفاوتها را بررسی کنیم:
1. نوع پوشش:
– 6013: پوشش روتایلی (تیتانیومی) دارد.
– 7018: پوشش بازی با پودر آهن است.
2. قطبیت:
– 6013: میتواند با هر دو قطبیت AC و DC استفاده شود.
– 7018: معمولاً با قطبیت DC+ (قطب مثبت) استفاده میشود.
3. نفوذ:
– 6013: نفوذ کم تا متوسط دارد.
– 7018: نفوذ متوسط تا عمیق دارد.
4. استحکام:
– 6013: استحکام کششی حدود 60,000 PSI دارد.
– 7018: استحکام کششی بالاتر، حدود 70,000 PSI دارد.
5. کاربرد:
– 6013: برای کارهای عمومی و سبک، تعمیرات و ساخت و ساز سبک مناسب است.
– 7018: برای سازههای سنگین، مخازن تحت فشار و جوشکاریهای حساس استفاده میشود.
6. سهولت استفاده:
– 6013: برای استفاده آسانتر است و برای جوشکاران مبتدی مناسبتر است.
– 7018: نیاز به مهارت بیشتری دارد، اما نتایج با کیفیتتری ارائه میدهد.
7. وضعیت جوشکاری:
– 6013: در تمام وضعیتها قابل استفاده است.
– 7018: اگرچه در تمام وضعیتها قابل استفاده است، اما در وضعیت تخت و افقی بهترین عملکرد را دارد.
8. سرباره:
– 6013: سرباره نازک و به راحتی جدا میشود.
– 7018: سرباره ضخیمتر دارد که محافظت بیشتری ایجاد میکند.
9. مقاومت در برابر ترک:
– 6013: مقاومت متوسط در برابر ترک دارد.
– 7018: مقاومت بالایی در برابر ترک دارد، به خصوص در جوشکاری فولادهای با کربن بالاتر.
10. هزینه:
– 6013: معمولاً ارزانتر است.
– 7018: به دلیل کیفیت بالاتر، معمولاً گرانتر است.
در مجموع، 6013 برای کارهای عمومی و سبک مناسبتر است، در حالی که 7018 برای کارهای سنگین و حساس که نیاز به استحکام بالا دارند، ترجیح داده میشود.
1. نوع پوشش:
– 6013: پوشش روتایلی (تیتانیومی) دارد.
– 6010: پوشش سلولزی با پایه سدیم دارد.
2. قطبیت:
– 6013: با هر دو قطبیت AC و DC قابل استفاده است.
– 6010: معمولاً فقط با DC+ (قطب مثبت) استفاده میشود.
3. نفوذ:
– 6013: نفوذ کم تا متوسط دارد.
– 6010: نفوذ عمیق دارد.
4. کاربرد:
– 6013: برای کارهای عمومی، تعمیرات و ساخت و ساز سبک مناسب است.
– 6010: برای جوشکاری لولهها، به ویژه پاس ریشه، و کارهایی که نیاز به نفوذ عمیق دارند استفاده میشود.
5. سهولت استفاده:
– 6013: استفاده از آن آسانتر است و برای جوشکاران مبتدی مناسبتر است.
– 6010: نیاز به مهارت بیشتری دارد و برای جوشکاران باتجربه مناسبتر است.
6. قوس الکتریکی:
– 6013: قوس نرم و پایدار دارد.
– 6010: قوس قوی و نافذ دارد.
7. سرباره:
– 6013: سرباره نازک و به راحتی جدا میشود.
– 6010: سرباره بسیار کم و سریع منجمد شونده دارد.
8. گرده جوش:
– 6013: گرده جوش صاف و یکنواخت تولید میکند.
– 6010: گرده جوش عمیقتر و باریکتر ایجاد میکند.
9. مقاومت در برابر شرایط محیطی:
– 6013: در شرایط محیطی معمولی عملکرد خوبی دارد.
– 6010: در شرایط بادی و محیطهای باز عملکرد بهتری دارد.
10. تولید دود و گاز:
– 6013: دود و گاز کمتری تولید میکند.
– 6010: دود و گاز بیشتری تولید میکند و نیاز به تهویه بهتر دارد.
11. استحکام:
– 6013: استحکام کششی حدود 60,000 PSI دارد.
– 6010: استحکام کششی مشابه، حدود 60,000 PSI دارد.
در مجموع، 6013 برای کارهای عمومی و سبک مناسبتر است و استفاده از آن آسانتر است، در حالی که 6010 برای کارهایی که نیاز به نفوذ عمیق دارند و در شرایط سختتر مانند جوشکاری لولهها استفاده میشود.
1. نوع پوشش:
– 6010: پوشش سلولزی با پایه سدیم دارد.
– 7018: پوشش بازی با پودر آهن است.
2. قطبیت:
– 6010: معمولاً فقط با DC+ (قطب مثبت) استفاده میشود.
– 7018: معمولاً با DC+ استفاده میشود، اما میتواند با AC نیز کار کند.
3. نفوذ:
– 6010: نفوذ بسیار عمیق دارد.
– 7018: نفوذ متوسط تا عمیق دارد.
4. استحکام:
– 6010: استحکام کششی حدود 60,000 PSI دارد.
– 7018: استحکام کششی بالاتر، حدود 70,000 PSI دارد.
5. کاربرد:
– 6010: برای جوشکاری لولهها، به ویژه پاس ریشه، و کارهایی که نیاز به نفوذ عمیق دارند استفاده میشود.
– 7018: برای سازههای سنگین، مخازن تحت فشار و جوشکاریهای حساس استفاده میشود.
6. سهولت استفاده:
– 6010: نیاز به مهارت بالا دارد و کنترل آن دشوارتر است.
– 7018: نسبتاً آسانتر برای استفاده است، اما همچنان نیاز به مهارت دارد.
7. قوس الکتریکی:
– 6010: قوس قوی و نافذ با پاشش زیاد دارد.
– 7018: قوس نرمتر و پایدارتر با پاشش کمتر دارد.
8. سرباره:
– 6010: سرباره بسیار کم و سریع منجمد شونده دارد.
– 7018: سرباره ضخیم و محافظ دارد که به آرامی سرد میشود.
9. مقاومت در برابر ترک:
– 6010: حساسیت بیشتری به ترک دارد، به خصوص در فولادهای با کربن بالا.
– 7018: مقاومت بالایی در برابر ترک دارد و برای فولادهای با کربن بالاتر مناسبتر است.
10. شرایط محیطی:
– 6010: در شرایط بادی و محیطهای باز عملکرد خوبی دارد.
– 7018: در شرایط کنترل شده بهترین عملکرد را دارد.
11. تولید دود و گاز:
– 6010: دود و گاز زیادی تولید میکند.
– 7018: دود و گاز کمتری نسبت به 6010 تولید میکند.
12. وضعیت جوشکاری:
– 6010: در تمام وضعیتها، به ویژه سرازیر، عملکرد خوبی دارد.
– 7018: در تمام وضعیتها قابل استفاده است، اما در وضعیت تخت و افقی بهترین عملکرد را دارد.
در مجموع، 6010 برای کارهایی که نیاز به نفوذ عمیق و جوشکاری در شرایط سخت دارند مناسبتر است، در حالی که 7018 برای کارهای با استحکام بالا و جوشکاریهای حساس ترجیح داده میشود.
الکترودهای 6010، 6013 و 7018 هر کدام ویژگیها و کاربردهای خاص خود را دارند. انتخاب الکترود مناسب برای هر پروژه جوشکاری، نقش مهمی در کیفیت نهایی جوش ایفا میکند. برای استفاده بهینه از این الکترودها و دستیابی به جوشهای با کیفیت بالا و بدون عیب، یادگیری اصول صحیح جوشکاری الکترود ضروری است.
آموزش جوشکاری الکترود به شما کمک میکند تا:
1. با ویژگیهای هر الکترود آشنا شوید
2. تکنیکهای مناسب برای هر نوع الکترود را فرا بگیرید
3. ارتباط بهتری با الکترودها برقرار کنید
4. کیفیت جوش را بهبود بخشید
5. عیوب جوش را کاهش دهید
با کسب این مهارتها، میتوانید در پروژههای مختلف جوشکاری عملکرد بهتری داشته باشید و نتایج مطلوبتری به دست آورید.
در صورتی که در زمینه آموزش و اطلاعات تخصصی جوش نیاز به مشاوره دارید، با شماره 09376060577 تماس بگیرید. کارشناسان ما آماده ارائه راهنماییهای لازم و پاسخگویی به سؤالات شما هستند.
مقدمه کیفیت نهایی یک مخزن استیل، تنها به استحکام جوش...ادامۀ مطلب
مقدمه : جوشکاری استنلس استیل به دلیل خواص متالورژیکی منحصربهفرد...ادامۀ مطلب
مقدمه : جوشکاری یک مهارت تخصصی و ارزشمند است که...ادامۀ مطلب




