
ساعت کاری: 09:00 صبح تا 20:00 بعد از ظهر
مرکز تخصصی آموزش جوشکاری و بازرسی جوش فنی و حرفه ای
مرکز شرق تهران : بزرگراه شهیدزین الدین بلوار دانشگاه ،کارگاه جوشکاری دانشگاه خواجه نصیر

فهرست مطلب
Toggleدر دنیای فلزکاری و ساختوساز، جوشکاری نقش حیاتی ایفا میکند. دو فرآیند بسیار رایج و پرکاربرد، جوشکاری GMAW (یا میگ) و جوشکاری FCAW (یا توپودری) هستند. شناخت تفاوتها و شباهتهای این دو روش برای هر جوشکار یا علاقهمند به آموزش جوشکاری GMAW و آموزش جوشکاری FCAW ضروری است. این مقاله به بررسی جامع این دو فرآیند، نقاط قوت و ضعف و کاربردهای متداول آنها میپردازد تا به شما در انتخاب روش مناسب برای پروژههای مختلف کمک کند.
با وجود تفاوتهای مهم، جوشکاری GMAW و FCAW شباهتهای ساختاری و عملکردی نیز دارند. هر دو فرآیند از سیم جوش پیوسته که به طور خودکار از طریق تورچ تغذیه میشود، استفاده میکنند. همچنین، هر دو روش برای ذوب سیم و فلز پایه از قوس الکتریکی بهره میبرند و معمولاً به منبع تغذیه جریان مستقیم (DC) نیاز دارند. سرعت نسبتاً بالای جوشکاری از دیگر ویژگیهای مشترک آنهاست که باعث افزایش بهرهوری میشود.
تفاوتهای اصلی بین GMAW و FCAW در نحوه محافظت از حوضچه مذاب، تولید سرباره، و قابلیت استفاده در شرایط محیطی مختلف نهفته است. این تفاوتها مستقیماً بر کیفیت جوش، سرعت کار، نیاز به تمیزکاری پس از جوشکاری و همچنین هزینه نهایی تأثیر میگذارند. درک این تمایزات برای انتخاب فرآیند بهینه برای هر کاربرد خاص حیاتی است و در ادامه به جزئیات آنها میپردازیم.
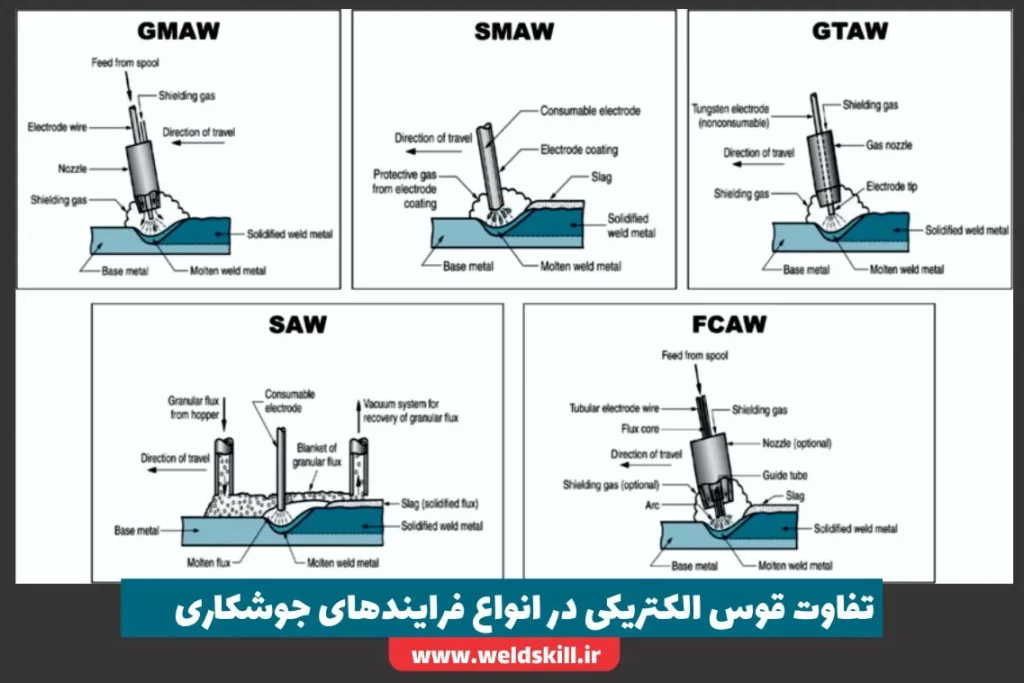
مهمترین تفاوت در نحوه محافظت از حوضچه جوش مذاب در برابر آلودگیهای جوی مانند اکسیژن و نیتروژن است. در GMAW، این محافظت توسط یک گاز محافظ خارجی (معمولاً آرگون، دیاکسید کربن یا مخلوطی از آنها) که از نازل تورچ خارج میشود، تأمین میگردد. در مقابل، FCAW از فلاکس (پودر) موجود در هسته سیم جوش استفاده میکند. این فلاکس هنگام ذوب شدن، گازهای محافظ تولید کرده و همچنین لایهای از سرباره روی جوش ایجاد میکند که محافظت بیشتری فراهم میآورد. برخی سیمهای FCAW به گاز محافظ خارجی نیز نیاز دارند (Dual Shield) و برخی دیگر خودمحافظ هستند.
یکی از نتایج مستقیم تفاوت در مکانیزم محافظت، تولید سرباره است. جوشکاری GMAW به دلیل استفاده از گاز محافظ، معمولاً سربارهای تولید نمیکند یا مقدار آن بسیار ناچیز است. این ویژگی باعث میشود که پس از جوشکاری نیاز به تمیزکاری کمی باشد. در مقابل، جوشکاری FCAW به دلیل وجود فلاکس در سیم، مقدار قابل توجهی سرباره روی سطح جوش تولید میکند. این سرباره باید پس از سرد شدن جوش، با ابزارهایی مانند چکش سربارهزنی و فرچه سیمی تمیز شود که زمان و هزینه اضافی را به فرآیند اضافه میکند.
کاربرد جوشکاری توپودری FCAW در مخازن خارج از کارگاه جوشکاری مخزن با فرایند GMAW داخل کارگاه
قابلیت استفاده در شرایط محیطی مختلف، به ویژه در فضای باز و در معرض باد، یکی دیگر از تفاوتهای کلیدی است. فرآیند GMAW به دلیل وابستگی به گاز محافظ خارجی، به شدت به وزش باد حساس است؛ باد میتواند گاز محافظ را پراکنده کرده و باعث آلودگی حوضچه مذاب و ایجاد تخلخل در جوش شود. به همین دلیل، GMAW بیشتر برای محیطهای داخلی و کنترل شده مناسب است. در مقابل، FCAW به دلیل محافظت داخلی فلاکس و لایه سرباره، مقاومت بسیار بیشتری در برابر باد دارد و به خصوص نوع خودمحافظ آن، گزینهای عالی برای جوشکاری در فضای باز و در شرایط آب و هوایی نامساعد محسوب میشود.
از نظر مهارت مورد نیاز، GMAW اغلب برای مبتدیان کمی آسانتر تلقی میشود، به خصوص برای جوشکاری مواد نازک. با این حال، GMAW به تمیزی سطح فلز پایه بسیار حساس است و وجود زنگزدگی، رنگ یا آلودگیهای دیگر میتواند منجر به عیوب جوش شود. در مقابل، FCAW معمولاً تحمل بیشتری نسبت به آلودگیهای سطحی مانند زنگزدگی یا پوسته اکسید دارد، که آن را برای تعمیرات یا جوشکاری در شرایط غیرایدهآل مناسبتر میکند. هرچند کنترل سرباره در FCAW ممکن است نیاز به مهارت بیشتری داشته باشد.
مقایسه هزینه بین دو فرآیند به عوامل مختلفی بستگی دارد. در جوشکاری GMAW، هزینه اصلی علاوه بر سیم جوش، مربوط به خرید یا اجاره کپسول گاز محافظ و مصرف گاز است. در جوشکاری FCAW، سیم جوش معمولاً گرانتر از سیم جوش GMAW است، اما در نوع خودمحافظ FCAW، هزینه گاز محافظ حذف میشود. بنابراین، برای پروژههای بزرگ در فضای باز که نیاز به گاز محافظ نیست، FCAW خودمحافظ میتواند از نظر کلی مقرونبهصرفهتر باشد، در حالی که برای جوشکاریهای دقیق داخلی، GMAW ممکن است هزینه کمتری داشته باشد.
ظاهر نهایی جوش در دو فرآیند متفاوت است. جوشهای GMAW معمولاً بسیار تمیز، صاف و با ظاهر زیبایی هستند و نیاز به تمیزکاری پس از جوشکاری (به جز شاید برس زدن سبک) ندارند. این ویژگی آن را برای کاربردهایی که ظاهر جوش اهمیت دارد، ایدهآل میکند. در مقابل، جوشهای FCAW به دلیل وجود سرباره، ظاهری خشنتر دارند و پس از جوشکاری حتماً باید سرباره از روی آنها برداشته شود. این مرحله تمیزکاری اضافی، زمان و نیروی کار بیشتری را میطلبد.
نفوذ جوش به عمقی گفته میشود که فلز پایه ذوب شده و با فلز جوش ترکیب میشود. به طور کلی، جوشکاری FCAW به دلیل انرژی قوس بالاتر و ویژگیهای فلاکس، تمایل به ایجاد نفوذ عمیقتری نسبت به جوشکاری GMAW (در شرایط و تنظیمات مشابه) دارد. این ویژگی FCAW را برای جوشکاری فلزات ضخیم و سازههای سنگین که نیاز به نفوذ کامل و استحکام بالا دارند، بسیار مناسب میسازد. در حالی که GMAW برای فلزات نازکتر و جایی که نفوذ بیش از حد مطلوب نیست، کنترل بهتری ارائه میدهد.
برای جمعبندی و درک سریع تفاوتهای کلیدی بین دو فرآیند جوشکاری GMAW و FCAW، جدول زیر مقایسهای فشرده از ویژگیهای اصلی آنها ارائه میدهد. این جدول به شما کمک میکند تا نقاط قوت و ضعف هر روش را در یک نگاه مشاهده کرده و تصمیمگیری آگاهانهتری برای انتخاب فرآیند مناسب برای پروژه خود داشته باشید.
| ویژگی | جوشکاری GMAW (MIG) | جوشکاری FCAW (توپودری) |
|---|---|---|
| مکانیزم محافظت | گاز محافظ خارجی (آرگون، CO2، مخلوط) | فلاکس داخلی سیم (تولید گاز و سرباره)، گاهی با گاز خارجی |
| تولید سرباره | بسیار کم یا بدون سرباره | تولید سرباره قابل توجه |
| قابلیت فضای باز | حساس به باد، مناسب محیطهای کنترل شده | مقاوم در برابر باد (به خصوص خودمحافظ)، مناسب فضای باز |
| تحمل آلودگی سطح | حساس به آلودگی، نیاز به سطح تمیز | تحمل بیشتر نسبت به زنگزدگی و آلودگیهای سطحی |
| ظاهر جوش | تمیز و صاف، نیاز کم به تمیزکاری پس از جوشکاری | خشنتر، نیاز به برداشتن سرباره پس از جوشکاری |
| نفوذ | معمولاً نفوذ کمتر | معمولاً نفوذ عمیقتر |
| هزینه | هزینه گاز محافظ را دارد | سیم گرانتر، ممکن است هزینه گاز حذف شود (خودمحافظ) |
| پیچیدگی/مهارت | معمولاً کمی آسانتر برای مبتدیان، حساس به تنظیمات گاز | کنترل سرباره ممکن است نیاز به مهارت بیشتر داشته باشد |
منبع: weldskill.ir
جوشکاری GMAW به دلیل سرعت بالا، تمیزی جوش و کنترلپذیری عالی، در طیف وسیعی از صنایع مورد استفاده قرار میگیرد. این فرآیند برای جوشکاری ورقهای فلزی نازک و متوسط ایدهآل است و به همین دلیل در صنایع خودروسازی، تولید لوازم خانگی، ساخت سازههای فلزی سبک و تولید قطعات کوچک کاربرد فراوانی دارد. همچنین، با استفاده از گازهای محافظ مناسب، GMAW برای جوشکاری فلزات غیرآهنی مانند آلومینیوم نیز گزینهای محبوب است، به شرطی که محیط کار عاری از باد باشد.
| فرایند | صنایع رایج | شرایط توصیهشده |
|---|---|---|
| 🔵GMAW (MIG/MAG) |
|
|
| 🟣FCAW |
|
|
جوشکاری FCAW به دلیل نفوذ عمیق، سرعت رسوب بالا و مقاومت در برابر شرایط محیطی نامساعد، عمدتاً در کاربردهای سنگین و سازهای به کار میرود. این فرآیند برای جوشکاری فلزات ضخیم و سازههای بزرگ فولادی مانند پلها، کشتیها، سازههای ساختمانی و تجهیزات سنگین بسیار مناسب است. نوع خودمحافظ FCAW به دلیل عدم نیاز به گاز خارجی، در پروژههای فضای باز و تعمیرات در محل که حمل کپسول گاز دشوار است، انتخابی ایدهآل محسوب میشود و امکان جوشکاری در موقعیتهای مختلف را فراهم میآورد.
انتخاب بین جوشکاری GMAW و FCAW به نیازهای خاص پروژه شما بستگی دارد. اگر با فلزات نازک یا متوسط سر و کار دارید، به جوشهای تمیز و با ظاهر زیبا نیاز دارید و در محیطی کنترل شده کار میکنید، GMAW گزینهای عالی است. اما اگر با فلزات ضخیم، در فضای باز یا در شرایطی با آلودگی سطحی کار میکنید و نیاز به نفوذ عمیق و سرعت رسوب بالا دارید، FCAW، به ویژه نوع خودمحافظ آن، احتمالاً انتخاب بهتری خواهد بود.
در نهایت، هر دو فرآیند جوشکاری GMAW و FCAW ابزارهای قدرتمندی در دنیای فلزکاری هستند که هر کدام مزایا و معایب خاص خود را دارند. GMAW با سرعت و تمیزی جوش در محیطهای کنترل شده میدرخشد، در حالی که FCAW با قدرت، نفوذ و انعطافپذیری در شرایط سخت و جوشکاری فلزات ضخیم برتری دارد. درک تفاوتهای کلیدی در مکانیزم محافظت، تولید سرباره و تحمل شرایط محیطی، به شما کمک میکند تا با توجه به جنس و ضخامت فلز، محل جوشکاری، نیاز به کیفیت سطح و شرایط محیطی، بهترین و کارآمدترین فرآیند را برای دستیابی به نتایج مطلوب انتخاب کنید.


