
ساعت کاری: 09:00 صبح تا 20:00 بعد از ظهر
مرکز تخصصی آموزش جوشکاری و بازرسی جوش فنی و حرفه ای
مرکز شرق تهران : بزرگراه شهیدزین الدین بلوار دانشگاه ،کارگاه جوشکاری دانشگاه خواجه نصیر

فهرست مطلب
Toggleقوس الکتریکی قلب تپنده هر فرآیند جوشکاری مدرن است؛ یک پل انرژی خالص که فلز را ذوب کرده و اتصال مولکولی ایجاد میکند. درک عمیق این پدیده، تفاوت بین یک جوش معمولی و یک اتصال بینقص را رقم میزند. کنترل دقیق این قوس برای ایجاد یک حوضچه مذاب یکنواخت و پایدار، یک مهارت حیاتی است. به همین دلیل، آموزش جوشکاری اصولی، همانند آنچه در آموزشگاه جوشکاری ولداسکیل ارائه میشود، بر تسلط کامل بر فیزیک و تکنیکهای کنترل قوس الکتریکی تمرکز دارد.
قوس الکتریکی یک تخلیه الکتریکی پایدار بین الکترود و قطعه کار است که در محیطی از گازهای یونیزه شده (پلاسما) رخ میدهد. این پدیده با تولید حرارت شدید (تا 6000 درجه سانتیگراد) انرژی لازم برای ذوب کردن فلز پایه و ماده پرکننده را فراهم میکند. درک این مکانیزم، اولین قدم برای کنترل دقیق فرآیند جوشکاری و دستیابی به نتایج مطلوب است. این انرژی متمرکز، اساس قدرت و دقت در جوشکاری قوسی محسوب میشود.
در مرکز قوس جوشکاری، ستونی از پلاسما قرار دارد که حالت چهارم ماده است. وقتی ولتاژ کافی اعمال میشود، گاز بین الکترود و قطعه کار یونیزه شده و به رسانای الکتریکی تبدیل میشود. این ستون پلاسما نه تنها حرارت را منتقل میکند، بلکه نیرویی به نام “فشار قوس” ایجاد میکند که به شکلدهی حوضچه مذاب و نفوذ جوش کمک میکند. کنترل ویژگیهای این پلاسما از طریق پارامترهایی مانند جریان و گاز محافظ، کلید اصلی برای بهینهسازی کیفیت اتصال در هر قوس الکتریکی است.
الکترود در جوشکاری قوسی دو نقش اساسی دارد: هدایت جریان برای ایجاد قوس الکتریکی و (در بسیاری از فرآیندها) تأمین فلز پرکننده. همزمان، گاز محافظ (مانند آرگون یا CO2) یک اتمسفر کنترلشده اطراف قوس و حوضچه مذاب ایجاد میکند. این گاز از اکسیداسیون و ورود ناخالصیهای جوی مانند نیتروژن و اکسیژن جلوگیری کرده و باعث پایداری بیشتر قوس جوشکاری میشود. انتخاب صحیح این دو عنصر برای دستیابی به یک جوش تمیز و مستحکم کاملاً ضروری است.
تسلط بر قوس الکتریکی تنها به درک تئوری آن محدود نمیشود؛ بلکه به توانایی تنظیم دقیق پارامترهای دستگاه جوشکاری بستگی دارد. متغیرهایی مانند ولتاژ، آمپراژ (جریان)، قطبیت و سرعت حرکت، مثلث طلایی کنترل جوش را تشکیل میده دهند. هر یک از این عوامل به طور مستقیم بر پایداری قوس، عمق نفوذ، شکل گرده جوش و کیفیت نهایی اتصال تأثیر میگذارند. یک جوشکار ماهر با تنظیم هوشمندانه این پارامترها، قوس را به ابزاری دقیق تبدیل میکند.
توضیحات علمی در مورد ماهیت قوس در فرآیند انتخابی، در اینجا نمایش داده میشود.
آمپراژ یا شدت جریان، مستقیماً میزان حرارت ورودی و عمق نفوذ جوش را کنترل میکند. جریان بالاتر به معنای نفوذ بیشتر و ذوب سریعتر فلز است. از سوی دیگر، ولتاژ طول قوس جوشکاری و عرض گرده جوش را تعیین میکند. ولتاژ بالاتر، قوسی بلندتر و جوشی پهنتر ایجاد میکند، در حالی که ولتاژ پایینتر قوسی کوتاهتر و جوشی متمرکزتر به همراه دارد. تعادل دقیق بین این دو پارامتر برای رسیدن به پروفیل جوش ایدهآل و جلوگیری از عیوبی مانند سوختگی یا نفوذ ناقص حیاتی است.
قطبیت به جهت جریان الکتریکی در مدار جوشکاری اشاره دارد و در سیستمهای جریان مستقیم (DC) تعریف میشود. در قطبیت مستقیم (DCEN)، الکترود منفی و قطعه کار مثبت است که منجر به نفوذ عمیقتر میشود. در قطبیت معکوس (DCEP)، الکترود مثبت بوده و نرخ رسوب بالاتر و نفوذ کمتری را نتیجه میدهد. این انتخاب بر نحوه انتقال فلز از الکترود به حوضچه مذاب، پایداری قوس و تمیزی سطح جوش تأثیر چشمگیری دارد و باید متناسب با نوع فرآیند و فلز پایه انتخاب شود.
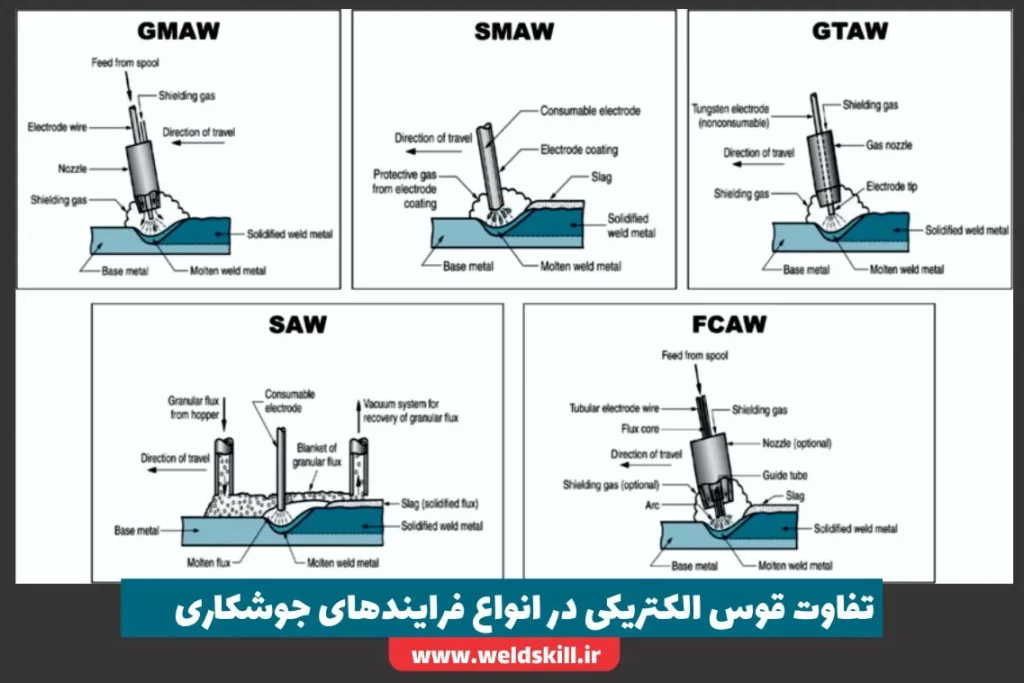
ماهیت قوس الکتریکی در هر فرآیند جوشکاری متفاوت است و شناخت این تفاوتها برای انتخاب روش مناسب ضروری است. قوسی که در جوشکاری TIG مشاهده میشود، از نظر رفتار و ظاهر، تفاوت چشمگیری با قوس خشن و قدرتمند جوشکاری با الکترود دستی دارد. این تفاوتها مستقیماً بر سرعت، دقت، کیفیت و کاربرد هر فرآیند تأثیر میگذارند. درک این ویژگیها به جوشکار کمک میکند تا از هر تکنیک در جایگاه صحیح خود استفاده کند.

در فرآیند TIG، قوس جوشکاری بین یک الکترود تنگستنی غیرمصرفی و قطعه کار شکل میگیرد. این قوس به دلیل پایداری بسیار بالا، صدای کم و عدم پاشش (Spatter) شناخته میشود. این ویژگی به جوشکار اجازه میدهد تا کنترل کاملی بر حوضچه مذاب داشته باشد و جوشهایی بسیار تمیز و دقیق ایجاد کند. به همین دلیل، جوشکاری TIG انتخاب اول برای کارهای حساس مانند جوشکاری آلومینیوم، فولاد ضدزنگ و فلزات نازک است که در آنها کیفیت ظاهری و ساختاری اهمیت بالایی دارد.
در جوشکاری MIG، قوس الکتریکی بین سیمجوش مصرفی که به طور مداوم تغذیه میشود و قطعه کار برقرار است. این قوس بسیار دینامیک بوده و انتقال فلز از طریق آن صورت میگیرد. این فرآیند به دلیل سرعت بالا و سهولت نسبی در یادگیری، برای کارهای تولیدی و پروژههای بزرگ ایدهآل است. کنترل پارامترهایی مانند ولتاژ و سرعت تغذیه سیم، به جوشکار اجازه میدهد تا حالت انتقال فلز (اتصال کوتاه، کروی، اسپری) را تغییر داده و قوس را برای ضخامتها و وضعیتهای مختلف بهینه کند.
یک قوس الکتریکی ناپایدار یا نادرست تنظیمشده، مانند یک زنگ خطر عمل میکند و نشاندهنده بروز عیوب در جوش است. یک جوشکار باتجربه میتواند با مشاهده، شنیدن و حس کردن رفتار قوس، مشکلات را قبل از اینکه جدی شوند، تشخیص دهد. عیوبی مانند بریدگی کناره جوش، پاشش بیش از حد، تخلخل و نفوذ ناقص، همگی ریشه در کنترل نادرست پارامترهای قوس دارند و شناخت این ارتباط، کلید عیبیابی سریع و مؤثر است.
بریدگی کناره جوش، شیاری است که در لبه جوش و روی فلز پایه ایجاد میشود و معمولاً ناشی از ولتاژ بیش از حد، طول قوس بلند یا سرعت حرکت نامناسب است. این عوامل باعث میشوند قوس جوشکاری به جای تمرکز بر حوضچه مذاب، فلز پایه را ذوب کرده و کنار بزند. پاشش بیش از حد نیز اغلب به دلیل تنظیمات نادرست ولتاژ و جریان یا گاز محافظ ناکافی رخ میدهد که باعث ناپایداری قوس و پرتاب شدن قطرات مذاب به اطراف میشود.
تخلخل یا حفرههای گازی در جوش، زمانی ایجاد میشود که گاز محافظ نتواند به درستی حوضچه مذاب را پوشش دهد. این مشکل میتواند ناشی از یک قوس الکتریکی ناپایدار، جریان گاز نامناسب یا آلودگی سطح کار باشد که باعث ورود گازهای اتمسفری به فلز مذاب میشود. نفوذ ناقص نیز زمانی رخ میدهد که حرارت قوس برای ذوب کامل فلز پایه کافی نیست. این عیب معمولاً به دلیل آمپراژ پایین، سرعت حرکت زیاد یا طول قوس نادرست ایجاد میشود.

قدرت عظیم قوس الکتریکی با خطرات جدی همراه است که هرگز نباید نادیده گرفته شوند. ایمنی در جوشکاری فقط به معنای جلوگیری از سوختگیهای واضح نیست، بلکه شامل محافظت در برابر خطرات نامرئی مانند تشعشعات، گازهای سمی و شوک الکتریکی نیز میشود. احترام به این خطرات و استفاده صحیح از تجهیزات حفاظت فردی (PPE)، تفاوت بین یک شغل ایمن و یک حادثه جبرانناپذیر را رقم میزند.
نور شدید قوس جوشکاری مقادیر زیادی تشعشعات UV و IR ساطع میکند که میتواند آسیبهای جدی به چشم و پوست وارد کند. عارضه “برقزدگی چشم” (Arc Eye) یک التهاب دردناک قرنیه است که حتی با یک نگاه کوتاه و بدون محافظت به قوس ایجاد میشود. استفاده از کلاه ماسک جوشکاری با فیلتر تیرگی مناسب (Auto-Darkening Filter)، عینک ایمنی، دستکشهای چرمی و لباسهای مقاوم در برابر آتش برای پوشاندن کامل پوست، برای جلوگیری از این آسیبها کاملاً ضروری است.
در نهایت، قوس الکتریکی یک پدیده فیزیکی قدرتمند است که با دانش و مهارت میتوان آن را به یک ابزار دقیق و کارآمد برای اتصال فلزات تبدیل کرد. از درک ماهیت پلاسما گرفته تا تنظیم دقیق پارامترهایی مانند ولتاژ، جریان و قطبیت، هر جنبهای از قوس جوشکاری نقشی حیاتی در کیفیت نهایی کار دارد. تسلط بر این موارد نه تنها از بروز عیوب جلوگیری میکند، بلکه به جوشکار اجازه میدهد تا با اطمینان کامل، اتصالاتی مستحکم و بینقص ایجاد کند. این مهارت، مرز بین یک اپراتور و یک صنعتگر حرفهای را مشخص میکند.
یک جریان الکتریکی پایدار که از طریق یک شکاف گازی (پلاسما) بین الکترود و قطعه کار عبور کرده و حرارت بسیار بالایی برای ذوب فلزات تولید میکند.
دمای هسته قوس میتواند به بیش از 6000 درجه سانتیگراد برسد که از سطح خورشید نیز داغتر است.
برای جلوگیری از تماس حوضچه مذاب با اکسیژن و نیتروژن هوا که باعث اکسیداسیون، تخلخل و کاهش استحکام جوش میشوند.
در MIG (GMAW)، الکترود مصرفشونده است و به طور خودکار تغذیه میشود. در TIG (GTAW)، از یک الکترود تنگستنی غیرمصرفی استفاده شده و فلز پرکننده به صورت دستی اضافه میشود.
به فاصله فیزیکی بین نوک الکترود و سطح حوضچه مذاب گفته میشود که توسط ولتاژ کنترل شده و بر پایداری و شکل جوش تأثیر میگذارد.
نور شدید ناشی از انرژی آزاد شده توسط گازهای یونیزه شده در ستون پلاسما است و شامل پرتوهای مضر فرابنفش (UV) و فروسرخ (IR) میباشد.
پدیدهای در جوشکاری DC که در آن میدانهای مغناطیسی باعث انحراف قوس از مسیر مستقیم خود میشوند و کنترل آن را دشوار میکنند.
بله، روشهای دیگری مانند جوشکاری مقاومتی، اصطکاکی یا لیزری وجود دارند، اما جوشکاری قوسی به دلیل تطبیقپذیری و هزینه مناسب، رایجترین روش است.
طول قوس نامناسب، جریان بسیار کم، اتصالات ضعیف، کثیف بودن سطح کار یا انتخاب نادرست گاز محافظ از دلایل اصلی هستند.
با تمرین مداوم، حفظ طول قوس ثابت، حرکت یکنواخت و درک عمیق تأثیر پارامترهای دستگاه بر رفتار قوس.


