







مقدمه کیفیت نهایی یک مخزن استیل، تنها به استحکام جوش...ادامۀ مطلب

آموزش جوشکاری لوله آرگون (TIG) با ارائه مدرک و تست فرم بین المللی
مقدمه
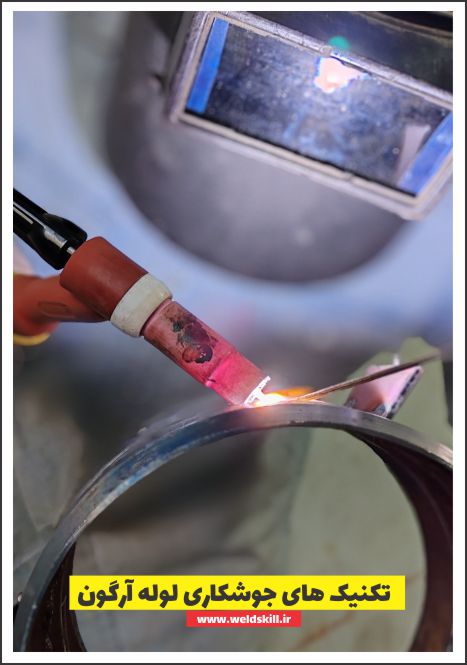
در دنیای صنعت و ساخت و ساز امروز، جوشکاری یکی از مهارتهای کلیدی و پرتقاضا به شمار میرود. در میان انواع روشهای جوشکاری، جوشکاری آرگون (TIG) به دلیل دقت بالا و کیفیت عالی اتصالات، جایگاه ویژهای در صنایع پیشرفته دارد. آموزش جوشکاری لوله آرگون بصورت صحیح و اصولی ، نه تنها راه را برای اشتغال و کارآفرینی هموار میکند، بلکه نقش مهمی در ارتقای کیفیت محصولات صنعتی ایفا مینماید.
آموزشگاه جوشکاری ولداسکیل، با درک اهمیت این موضوع، دوره جامع “آموزش جوشکاری آرگون لوله استیل و فولاد” را طراحی کرده است. این دوره با بهرهگیری از مدرسین مجرب و امکانات آموزشی پیشرفته، فرصتی استثنایی برای علاقهمندان به یادگیری این مهارت ارزشمند فراهم میآورد.
در این دوره، هنرجویان از مبانی اولیه تا تکنیکهای پیشرفته جوشکاری آرگون لوله را فرا خواهند گرفت. تمرکز ویژه بر جوشکاری لولههای استیل و فولاد، که کاربرد گستردهای در صنایع نفت، گاز، پتروشیمی و ساختمان دارند، از ویژگیهای برجسته این دوره است.
آموزشگاه ولداسکیل با تکیه بر سالها تجربه در زمینه آموزش جوشکاری، محیطی امن و استاندارد را برای یادگیری عملی فراهم کرده است. ترکیب آموزشهای نظری و عملی، همراه با بهرهگیری از جدیدترین تجهیزات و فناوریهای روز جوشکاری، تضمینکننده کیفیت بالای این دوره آموزشی است.
فارغالتحصیلان این دوره، علاوه بر کسب مهارتهای فنی لازم، با اصول ایمنی، استانداردهای جهانی و مدیریت پروژههای جوشکاری نیز آشنا خواهند شد. این امر آنها را برای ورود موفق به بازار کار و پذیرش مسئولیتهای حرفهای آماده میسازد.
آموزشگاه ولداسکیل مفتخر است که با ارائه این دوره تخصصی، گامی مؤثر در جهت توانمندسازی نیروی کار ماهر و کمک به توسعه صنعتی کشور بردارد. ما معتقدیم که آموزش اصولی و کاربردی، کلید موفقیت در عرصه رقابتی صنعت جوشکاری است.
در ادامه، به بررسی دقیق سرفصلهای این دوره آموزشی خواهیم پرداخت تا شما عزیزان با جزئیات و محتوای غنی آن آشنا شوید

چرا جوشکاری لوله با فرایند تیگ حائز اهمیت است
آموزش جوشکاری لوله آرگون از مباحث پایه و ضروری در صنعت جوشکاری است. جوشکاری آرگون یا TIG (Tungsten Inert Gas) یکی از دقیقترین روشهای جوشکاری به شمار میرود که در دهه 1940 میلادی توسعه یافت. این روش ابتدا در صنایع هوافضا کاربرد داشت و به تدریج در سایر صنایع از جمله لولهکشی گسترش یافت.
مزایای اصلی آموزش جوشکاری لوله آرگون شامل دقت بالا، کیفیت عالی جوش و قابلیت کار با فلزات متنوع است. این روش برای جوشکاری لولههای نازک و ظریف بسیار مناسب است. اما معایبی نیز دارد، از جمله سرعت پایینتر نسبت به برخی روشهای دیگر و نیاز به مهارت بالای اپراتور.
در آموزش جوشکاری لوله آرگون، فراگیران با اصول اولیه، تجهیزات و تکنیکهای خاص این روش آشنا میشوند. این دانش پایه، زمینهساز یادگیری عمیقتر و کاربردی در زمینه جوشکاری لولههای مختلف خواهد بود.
ابزار و مواد مصرفی برای جوشکاری لوله آرگون (تیگ) چیست ؟
در آموزش جوشکاری لوله آرگون، آشنایی با مواد مصرفی از اهمیت ویژهای برخوردار است. برای لولههای فولادی و استیل، مواد مصرفی متفاوتی استفاده میشود:
1. سیم جوش:
– برای لولههای فولادی:
• ER70S-2 و ER70S-6: مناسب برای فولادهای کم کربن
• ER80S-D2: برای فولادهای با استحکام بالا
– برای لولههای استیل:
• ER308L و ER308LSi: مناسب برای استیلهای 304
• ER316L و ER316LSi: برای استیلهای 316 و مقاوم به خوردگی
2. گازهای محافظ:
– آرگون خالص: رایجترین گاز برای هر دو نوع لوله
– مخلوط آرگون-هلیوم: برای افزایش نفوذ در لولههای ضخیمتر
– مخلوط آرگون-هیدروژن: گاهی برای استیلهای آستنیتی استفاده میشود
3. تجهیزات پرچ گاز:
– پرچ گاز آرگون: برای تنظیم و کنترل جریان گاز محافظ
– فیلتر گاز: برای پاکسازی گاز از آلودگیها و رطوبت
– شلنگ گاز: برای انتقال گاز از منبع به محل جوشکاری
4. سایر تجهیزات:
– دستگاه جوشکاری آرگون (TIG)
– الکترود تنگستن
– ماسک جوشکاری
– دستکش و پوشش محافظ
انتخاب صحیح مواد مصرفی در آموزش جوشکاری لوله آرگون، تأثیر مستقیمی بر کیفیت جوش و خواص مکانیکی اتصال دارد. هنرجویان باید یاد بگیرند چگونه مواد مناسب را بر اساس جنس لوله و شرایط کاری انتخاب کنند.
آماده سازی لوله قبل از جوشکاری چگونه است
چرا بایستی قبل از جوشکاری لوله را آماده سازی کنیم ؟
1. پیشگیری از عیوب جوش: آلودگیها و زنگ روی سطوح لوله میتوانند باعث ایجاد عیوب جوش مانند پوسته، حفره و ترک شوند. تمیزکاری قبل از جوشکاری میتواند از ایجاد این عیوب جلوگیری کند.
2. افزایش کیفیت جوش: تمیزکاری قبل از جوشکاری میتواند کیفیت جوش را افزایش دهد. جوشکاری روی سطوح تمیز و پاکیزه باعث ایجاد جوشی با استحکام و مقاومت بیشتر میشود.
3. پیشگیری از خوردگی: تمیزکاری قبل از جوشکاری میتواند از خوردگی سطوح لوله جلوگیری کند. خوردگی میتواند باعث کاهش استحکام و مقاومت جوش شود.
4. افزایش عمر جوش: تمیزکاری قبل از جوشکاری میتواند عمر جوش را افزایش دهد. جوشکاری روی سطوح تمیز و پاکیزه باعث ایجاد جوشی با استحکام و مقاومت بیشتر میشود که میتواند عمر جوش را افزایش دهد.
5. کاهش هزینههای تعمیر و نگهداری: تمیزکاری قبل از جوشکاری میتواند از هزینههای تعمیر و نگهداری جوش کاهش دهد. جوشکاری با کیفیت و بدون عیب میتواند از نیاز به تعمیر و نگهداری جوش جلوگیری کند
در آموزش جوشکاری لوله آرگون، آمادهسازی قطعات لوله از اهمیت ویژهای برخوردار است. برای لولههای استیل و فولاد، مراحل آمادهسازی به شرح زیر است:
1. برش و آمادهسازی لبههای لوله:
– استفاده از ابزار برش مناسب مانند اره یا دستگاه برش لوله
– برش لوله با دقت و بدون ایجاد زاویه یا انحراف
– آمادهسازی لبههای لوله با استفاده از سنگ سنباده یا دستگاه سنگزنی
– ایجاد زاویه 30 تا 45 درجه در لبههای لوله برای جوشکاری
2. تمیزکاری سطوح قبل از جوشکاری:
– پاکسازی سطوح لوله از آلودگیها، روغن و گریس
– استفاده از مواد تمیزکننده مانند الکل، استون یا مواد شوینده مخصوص
– خشک کردن سطوح لوله با استفاده از هوای فشرده یا پارچه خشک
– بررسی سطوح لوله برای اطمینان از پاکیزگی و عدم وجود آلودگی
3. آمادهسازی سطوح داخلی لوله:
– پاکسازی سطوح داخلی لوله از آلودگیها و زنگ
– استفاده از مواد تمیزکننده و برسهای مخصوص
– خشک کردن سطوح داخلی لوله با استفاده از هوای فشرده یا پارچه خشک
4. بررسی و کنترل کیفیت:
– بررسی سطوح لوله برای اطمینان از پاکیزگی و عدم وجود آلودگی
– کنترل کیفیت برش و آمادهسازی لبههای لوله
– اطمینان از آمادهسازی صحیح سطوح داخلی لوله
با انجام مراحل آمادهسازی صحیح، میتوان کیفیت جوشکاری را افزایش داد و از ایجاد عیوب و نقصها جلوگیری کرد.
در جوشکاری لوله آرگون با دستگاه جوش TIG، تنظیمات دستگاه از اهمیت ویژهای برخوردار است. برای دستیابی به جوشی با کیفیت، باید تنظیمات دستگاه را به دقت انجام داد. در ادامه، تنظیمات دستگاه جوش TIG در جوشکاری لوله آرگون را بررسی میکنیم:
1. انتخاب آمپر مناسب:
– آمپر جوش باید بر اساس ضخامت لوله و جنس آن انتخاب شود.
– برای لولههای نازک، آمپر کمتری مورد نیاز است.
– برای لولههای ضخیم، آمپر بیشتری مورد نیاز است.
2. تنظیم جریان AC و DC:
– جریان AC برای جوشکاری لولههای آلومینیوم مناسب است.
– جریان DC برای جوشکاری لولههای فولادی و مس و استیل مناسب است.
– تنظیم جریان AC و DC باید بر اساس جنس لوله و نوع جوشکاری انجام شود.
3. کنترل فرکانس و Balance در جوشکاری AC:
– فرکانس جوش باید بر اساس نوع جوشکاری و جنس لوله تنظیم شود.
– برای جوشکاری لولههای استیل و آلومینیوم، فرکانس 50 تا 200 هرتز مناسب است.
– برای جوشکاری لولههای فولادی و مس، فرکانس 100 تا 300 هرتز مناسب است.
– Balance جوش باید بر اساس نوع جوشکاری و جنس لوله تنظیم شود.
– برای جوشکاری لولههای استیل و آلومینیوم، Balance 50 تا 70% مناسب است.
– برای جوشکاری لولههای فولادی و مس، Balance 70 تا 90% مناسب است.
ولتاژ 15 تا 30 ولت مناسب است.
با توجه به اهمیت تنظیمات دستگاه جوش TIG در جوشکاری لوله آرگون، باید این تنظیمات را به دقت انجام داد تا جوشی با کیفیت و بدون عیب حاصل شود.
جوشکاری لوله آرگون یک فرآیند پیچیده است که میتواند با مشکلات و عیوب مختلفی همراه باشد. در این بخش، به برخی از مشکلات رایج در جوشکاری لوله آرگون و روشهای تشخیص و رفع آنها اشاره میشود.
تشخیص و رفع عیوب جوش
- 1. تخلخل: تخلخل یکی از شایعترین عیوب در جوشکاری لوله آرگون است. این عیب میتواند به دلیل وجود هوا یا گازهای دیگر در جوش ایجاد شود. برای رفع این عیب، میتوان از روشهای زیر استفاده کرد:
استفاده از گاز محافظ با کیفیت بالا
تنظیم پارامترهای جوشکاری
استفاده از الکترودهای مناسب
2. ترک Cracks: ترک یکی دیگر از عیوب شایع در جوشکاری لوله آرگون است. این عیب میتواند به دلیل تنشهای داخلی در جوش یا استفاده از الکترودهای نامناسب ایجاد شود. برای رفع این عیب، میتوان از روشهای زیر استفاده کرد:
* استفاده از الکترودهای مناسب
* تنظیم پارامترهای جوشکاری
* پیشگرم کردن لوله قبل از جوشکاری - 3. نفوذ ناقص: نفوذ ناقص یکی از عیوب شایع در جوشکاری لوله آرگون است. این عیب میتواند به دلیل استفاده از الکترودهای نامناسب یا تنظیم نادرست پارامترهای جوشکاری ایجاد شود. برای رفع این عیب، میتوان از روشهای زیر استفاده کرد:
* استفاده از الکترودهای مناسب
* تنظیم پارامترهای جوشکاری
* استفاده از گاز محافظ با کیفیت بالا
روشهای بازرسی جوش
1. بازرسی چشمی VT : بازرسی چشمی یکی از روشهای ساده و سریع برای تشخیص عیوب در جوشکاری لوله آرگون است. در این روش، جوش با چشم بررسی میشود تا عیوب و ناهمواریهای سطحی تشخیص داده شود.
2. رادیوگرافی RT : رادیوگرافی یکی از روشهای پیشرفته برای تشخیص عیوب در جوشکاری لوله آرگون است. در این روش، از پرتوهای ایکس برای بررسی داخلی جوش استفاده میشود تا عیوب و ناهمواریهای داخلی تشخیص داده شود.
3. تستهای غیرمخرب NDT: تستهای غیرمخرب مانند تستهای التراسونیک و تستهای رادیوگرافی میتوانند برای تشخیص عیوب در جوشکاری لوله آرگون استفاده شوند.
نکاتی که باید در نظر گرفت
1. استفاده از تجهیزات و ابزارهای مناسب
2. تنظیم پارامترهای جوشکاری
3. استفاده از الکترودهای مناسب
4. پیشگرم کردن لوله قبل از جوشکاری
5. استفاده از گاز محافظ با کیفیت بالا
6. انجام تستهای غیرمخرب برای تشخیص عیوب
با توجه به نکات فوق، میتوان عیوب و مشکلات رایج در جوشکاری لوله آرگون را تشخیص داد و رفع کرد.
در جوشکاری لوله آرگون، تکنیکهای مختلفی برای اتصال لولهها و کنترل حوضچه مذاب وجود دارد. در ادامه، تکنیکهای جوشکاری لوله آرگون را بررسی میکنیم:
روشهای مختلف اتصال لوله
1. لب به لب (Butt Joint): در این روش، دو لوله با لبههای همراستا به هم متصل میشوند.
2. سهراهی (Tee Joint): در این روش، دو لوله با زاویه 90 درجه به هم متصل میشوند.
3. زانویی (Elbow Joint): در این روش، دو لوله با زاویه 45 درجه به هم متصل میشوند.
4. شانهای (Lap Joint): در این روش، دو لوله با همپوشانی به هم متصل میشوند.
تکنیکهای حرکت دست و زاویه تورچ
1. حرکت دست دورانی: در این روش، دست جوشکار به دور لوله حرکت میکند تا جوشی یکنواخت و بدون عیب حاصل شود.
2. حرکت دست خطی: در این روش، دست جوشکار به صورت خطی و مستقیم حرکت میکند تا جوشی با کیفیت و بدون عیب حاصل شود.
3. زاویه تورچ: زاویه تورچ باید بر اساس نوع جوشکاری و جنس لوله تنظیم شود. معمولاً زاویه تورچ بین 10 تا 30 درجه است.
کنترل حوضچه مذاب و افزودن سیم جوش
1. کنترل حوضچه مذاب: حوضچه مذاب باید به دقت کنترل شود تا جوشی با کیفیت و بدون عیب حاصل شود.
2. افزودن سیم جوش: سیم جوش باید به دقت افزوده شود تا جوشی با کیفیت و بدون عیب حاصل شود.
3. کنترل دمای حوضچه مذاب: دمای حوضچه مذاب باید به دقت کنترل شود تا جوشی با کیفیت و بدون عیب حاصل شود.
با توجه به اهمیت تکنیکهای جوشکاری لوله آرگون، باید این تکنیکها را به دقت انجام داد تا جوشی با کیفیت و بدون عیب حاصل شود.
جوشکاری لولههای فولادی نیازمند توجه به نکات مهمی است که در ادامه به آنها اشاره میشود:
ویژگیهای خاص جوشکاری فولاد
جوشکاری فولاد نسبت به سایر مواد دارای ویژگیهای خاصی است که باید در نظر گرفته شود. از جمله این ویژگیها میتوان به موارد زیر اشاره کرد:
1. انبساط و انقباض: فولاد در هنگام جوشکاری انبساط و انقباض میکند که میتواند باعث ایجاد تنشهای داخلی در جوش شود.
2. خوردگی: فولاد در معرض خوردگی قرار دارد و جوشکاری باید به گونهای انجام شود که از خوردگی جلوگیری شود.
3. سختی: فولاد دارای سختی بالایی است که میتواند باعث ایجاد مشکلات در جوشکاری شود.
تکنیکهای مناسب برای ضخامتهای مختلف
ضخامت لوله فولادی میتواند بر روی تکنیک جوشکاری تأثیر بگذارد. در ادامه به تکنیکهای مناسب برای ضخامتهای مختلف اشاره میشود:
1. لولههای نازک (تا 3 میلیمتر): برای جوشکاری لولههای نازک، تکنیک جوشکاری TIG یا MIG مناسب است. در این روشها، از الکترودهای نازک استفاده میشود که باعث ایجاد جوشی با کیفیت و بدون عیب میشود.
2. لولههای متوسط (3 تا 6 میلیمتر): برای جوشکاری لولههای متوسط، تکنیک جوشکاری MIG یا MAG مناسب است. در این روشها، از الکترودهای متوسط استفاده میشود که باعث ایجاد جوشی با کیفیت و بدون عیب میشود.
3. لولههای ضخیم (بیش از 6 میلیمتر): برای جوشکاری لولههای ضخیم، تکنیک جوشکاری SMAW یا SAW مناسب است. در این روشها، از الکترودهای ضخیم استفاده میشود که باعث ایجاد جوشی با کیفیت و بدون عیب میشود.
نکات مهم دیگر
1. پیشگرم کردن: پیشگرم کردن لوله قبل از جوشکاری میتواند باعث کاهش تنشهای داخلی در جوش شود.
2. کنترل دمای جوش: کنترل دمای جوش میتواند باعث ایجاد جوشی با کیفیت و بدون عیب شود.
3. استفاده از گاز محافظ: استفاده از گاز محافظ میتواند باعث جلوگیری از خوردگی و ایجاد جوشی با کیفیت شود.
4. استفاده از الکترود و فیلر مناسب: استفاده از الکترودهای مناسب میتواند باعث ایجاد جوشی با کیفیت و بدون عیب شود.
با توجه به نکات مهم در جوشکاری لولههای فولادی، باید این نکات را در نظر گرفت تا جوشی با کیفیت و بدون عیب حاصل شود.
جوشکاری تیگ لولههای استیل نیازمند توجه به نکات مهمی است که در ادامه به آنها اشاره میشود:
ویژگیهای خاص جوشکاری استیل
جوشکاری استیل نسبت به سایر مواد دارای ویژگیهای خاصی است که باید در نظر گرفته شود. از جمله این ویژگیها میتوان به موارد زیر اشاره کرد:
1. انبساط و انقباض: استیل در هنگام جوشکاری انبساط و انقباض میکند که میتواند باعث ایجاد تنشهای داخلی در جوش شود.
2. خوردگی: استیل در معرض خوردگی قرار دارد و جوشکاری باید به گونهای انجام شود که از خوردگی جلوگیری شود.
3. سختی: استیل دارای سختی بالایی است که میتواند باعث ایجاد مشکلات در جوشکاری شود.
4. حساسیت به حرارت: استیل حساس به حرارت است و جوشکاری باید به گونهای انجام شود که از آسیب حرارتی جلوگیری شود.
نکات مهم در جوشکاری تیگ لولههای استیل
1. انتخاب فیلر مناسب: انتخاب الفیلر ترود مناسب برای جوشکاری استیل بسیار مهم است. الکترودهای مخصوص استیل باید استفاده شوند.
2. تنظیم پارامترهای جوشکاری: پارامترهای جوشکاری مانند ولتاژ، جریان و سرعت جوشکاری باید به دقت تنظیم شوند.
3. استفاده از گاز محافظ: استفاده از گاز محافظ مانند آرگون یا هلیوم میتواند باعث جلوگیری از خوردگی و ایجاد جوشی با کیفیت شود.
4. کنترل دمای جوش: کنترل دمای جوش میتواند باعث ایجاد جوشی با کیفیت و بدون عیب شود.
5. استفاده از تکنیکهای جوشکاری مناسب: تکنیکهای جوشکاری مانند جوشکاری با دست یا جوشکاری با ماشین باید به دقت انتخاب شوند.
6. پیشگرم کردن: پیشگرم کردن لوله قبل از جوشکاری میتواند باعث کاهش تنشهای داخلی در جوش شود.این دما بایستی براساس فرم WPS مشخص گردد
7. تزریق گاز درون لوله: برای جلوگیری از اکسید شدن پاس ریشه، تزریق گاز محافظ مانند آرگون یا هلیوم درون لوله ضروری است. این کار باعث میشود که پاس ریشه در معرض هوا قرار نگیرد و اکسید نشود.
8. استفاده از ابزارهای مناسب: استفاده از ابزارهای مناسب مانند تورچ و الکترودهای مخصوص استیل میتواند باعث ایجاد جوشی با کیفیت شود.
با توجه به نکات مهم در جوشکاری تیگ لولههای استیل، باید این نکات را در نظر گرفت تا جوشی با کیفیت و بدون عیب حاصل شود
ویدیو آموزش جوشکاری لوله آرگون
درآمد جوشکاری لوله با فرآیند تیگ
درآمد جوشکاری لوله آرگون بسته به عوامل مختلفی مانند تجربه، مهارت، محل کار و صنعت مربوطه متفاوت است. اینجا یک مقایسه کلی بین درآمد این حرفه در دنیا و ایران ارائه میدهم:
در دنیا:
– در آمریکا، میانگین درآمد سالانه جوشکاران TIG حدود 45,000 تا 85,000 دلار است.
– در کشورهای اروپایی مانند آلمان یا فرانسه، این رقم بین 35,000 تا 70,000 یورو در سال متغیر است.
– در کشورهای نفتخیز خاورمیانه، جوشکاران ماهر میتوانند تا 100,000 دلار در سال درآمد داشته باشند.
در ایران:
– درآمد جوشکاران لوله آرگون بسته به شهر و نوع پروژه متفاوت است.
– در پروژههای نفت و گاز، درآمد ماهانه میتواند از 15 تا 80 میلیون تومان متغیر باشد.
– در صنایع عمومی، این رقم معمولاً بین 10 تا 30 میلیون تومان در ماه است.
نکته مهم: این ارقام تقریبی هستند و ممکن است با توجه به شرایط اقتصادی و بازار کار تغییر کنند. همچنین، جوشکاران با تجربه و دارای گواهینامههای معتبر معمولاً درآمد بالاتری دارند.
در آموزش جوشکاری لوله آرگون، تأکید بر کسب مهارتهای پیشرفته و گواهینامههای معتبر میتواند به افزایش پتانسیل درآمدی هنرجویان کمک کند.




نمونه مدارک جوشکاری



پرسش های متداول در زمینه آموزش جوشکاری لوله آرگون (TIG)
– یادگیری اصول پایه: 25 ساعت
– تسلط نسبی: 35 ساعت
– مهارت حرفهای:50 ساعت
– تجربه قبلی ضروری نیست اما مفید است
– مزایای داشتن تجربه قبلی:
* آشنایی با اصول اولیه جوشکاری
* درک بهتر رفتار فلزات
* آشنایی با نکات ایمنی
– بدون تجربه هم میتوان شروع کرد به شرط:
* صبر و حوصله بیشتر
* تمرین منظم
* آموزش اصولی
تجهیزات اصلی:
– دستگاه جوش آرگون: ۵۰-۱۰۰ میلیون تومان
– کپسول گاز آرگون: ۵-۱۰ میلیون تومان
– تورچ و متعلقات: ۱۰-۱۵ میلیون تومان
تجهیزات ایمنی:
– ماسک اتومات: ۲-۵ میلیون تومان
– لباس و دستکش مخصوص: ۲-۴ میلیون تومان
– عینک و سایر تجهیزات حفاظتی: ۱-۲ میلیون تومان
هزینههای جانبی:
– تهویه مناسب: ۵-۱۰ میلیون تومان
– میز کار و ابزار: ۵-۱۰ میلیون تومان
– برقکشی صنعتی: ۳-۵ میلیون تومان
جمع تقریبی: ۸۳-۱۶۱ میلیون تومان
(قیمتها تقریبی و بر اساس سال ۱۴۰۲ است و ممکن است تغییر کند)
بله ، تمام عزیزان دوره میتوانند از هزینه خوابگاههای مرتب و منضبط با پرداخت هزینه جداگانه بهره مند شوند .
هزینه اسکان اقتصادی بوده و به مراتب از هزینه های عرف بازار کمتر است
تمامی مهارت آموزان بعد از پایان دوره آموزشی میتوانند با شرکت در آزمون هم بصورت کتبی و هم بصورت عملی گواهینامه بین المللی از سازمان آموزش فنی و حرفه ای دریافت کنند و یا تست فرم های بین المللی اخذ نمایند.
تقاضای بالا در صنایع مختلف:
* صنایع خودروسازی
* صنایع نفت و گاز
* صنایع هوافضا
* صنایع غذایی (مخازن استیل)
* تولید تجهیزات پزشکی
– درآمد و موقعیتهای شغلی:
* امکان کار مستقل و راهاندازی کارگاه شخصی
* استخدام در شرکتهای صنعتی
* همکاری در پروژههای پیمانکاری
* درآمد متغیر بسته به مهارت و نوع کار (معمولاً بالاتر از متوسط بازار)
– اصول فنی:
* تنظیم دقیق پارامترهای جوشکاری
* استفاده از مواد مصرفی مرغوب
* نگهداری مناسب تجهیزات
* تمیزکاری دقیق قطعات قبل از جوشکاری
– توسعه مهارت:
* شرکت در دورههای پیشرفته
* تمرین مداوم تکنیکهای مختلف
* یادگیری از جوشکاران باتجربه
* مطالعه استانداردهای جوشکاری
– کنترل کیفیت:
* بازرسی مداوم جوشها
* استفاده از تجهیزات تست غیرمخرب
* ثبت و تحلیل اشکالات برای بهبود مستمر
بله ، تمام افرادی که در دوره های آموزشی ما شرکت میکنند میتوانند از خدمات پشتیبانی و مشاوره ما هم در مزینه آموزش و هم در زمینه بازارکار و مهاجرت بهره مند گردند.
جمع بندی
خوب، به پایان این آموزش جوشکاری لوله آرگون رسیدیم. امیدوارم که اطلاعات ارائه شده برای شما مفید بوده باشد.با توجه به اهمیت این حرفه در صنایع مختلف و درآمد بالای آن، آموزش جوشکاری لوله آرگون میتواند یک گزینه عالی برای شما باشد. با این مهارت، میتوانید در کشورهای مختلف مشغول به کار شوید و درآمد خوبی داشته باشید.اگر شما هم میخواهید از این فرصت استفاده کنید و در این حرفه موفق شوید، ما در اینجا هستیم تا به شما کمک کنیم. برای دریافت مشاوره و ثبت نام و دریافت مدرک جوشکاری در دورههای جوشکاری لوله آرگون، میتوانید با ما در ارتباط باشید.
شماره تماس ما: 09376060577
ما آماده پاسخگویی به سوالات شما هستیم. هر سوالی دارید، میتوانید از ما بپرسید. ما در اینجا هستیم تا به شما کمک کنیم تا در این حرفه موفق شوید.با ما در ارتباط باشید و از فرصتهای این حرفه استفاده کنید. ما منتظر شما هستیم!
دوره های آموزشی جوشکاری و بازرسی جوش




مقالات تخصصی جوشکاری و بازرسی جوش

مقدمه : جوشکاری استنلس استیل به دلیل خواص متالورژیکی منحصربهفرد...ادامۀ مطلب

مقدمه : جوشکاری یک مهارت تخصصی و ارزشمند است که...ادامۀ مطلب

مقدمه : کارگاه جوشکاری، محیطی پر از چالش و خطرات...ادامۀ مطلب

مقدمه : قیمتگذاری در جوشکاری فقط یک عدد روی کاغذ...ادامۀ مطلب