مقدمه : موقعیتهای جوشکاری: از حالت های F و G از تخت تا سقفی
جوشکاری، هنری دقیق و فنی است که نیازمند تسلط بر جزئیات فراوان است. یکی از مهمترین این جزئیات، موقعیت جوشکاری است. در دنیای واقعی، جوشکاران با چالشهای مختلفی روبرو هستند که موقعیت قرارگیری قطعه کار، از تخت تا سقفی، تأثیر مستقیمی بر کیفیت و ایمنی جوش دارد. این مقاله یک راهنمای جامع موقعیتهای جوشکاری است که به شما کمک میکند تا با انواع موقعیت جوشکاری در دستههای F (گوشه) و G (شیاری) آشنا شوید. اگر به دنبال آموزش جوشکاری حرفهای هستید، این مطلب برای شماست. آموزشگاه جوشکاری ولداسکیل با ارائه دورههای تخصصی، شما را در این مسیر یاری میکند.
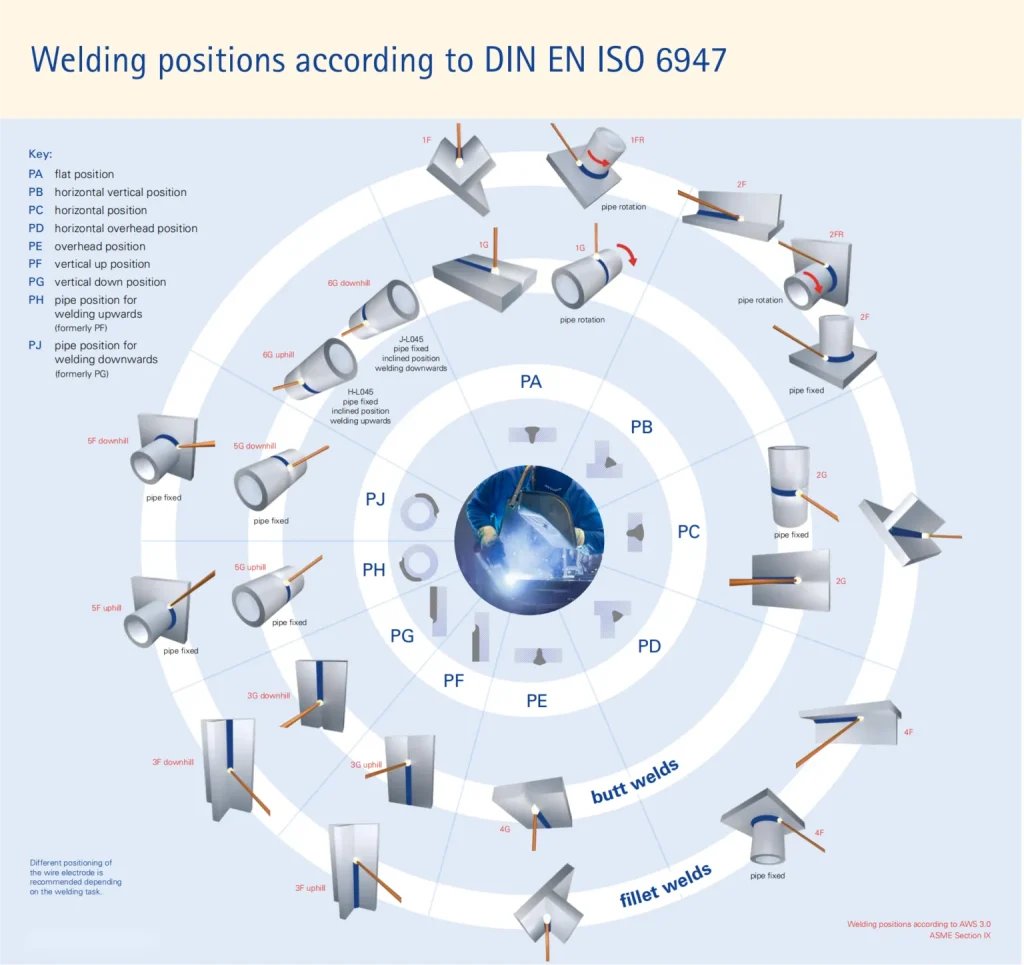
Welding-positions-ISO-6947-AWS-ASME
چرا شناخت موقعیتهای جوشکاری اینقدر مهم است؟
شناخت انواع موقعیت جوشکاری صرفاً یک دانش نظری نیست، بلکه یک ضرورت عملی برای هر جوشکار حرفهای است. این آگاهی به شما امکان میدهد تا تکنیکهای صحیح را به کار بگیرید، کیفیت جوش را در هر شرایطی تضمین کنید و از بروز عیوب جلوگیری نمایید. تسلط بر موقعیت جوشکاری همچنین به افزایش ایمنی و کارایی در محیط کار کمک شایانی میکند و شما را برای مواجهه با چالشهای مختلف آماده میسازد.
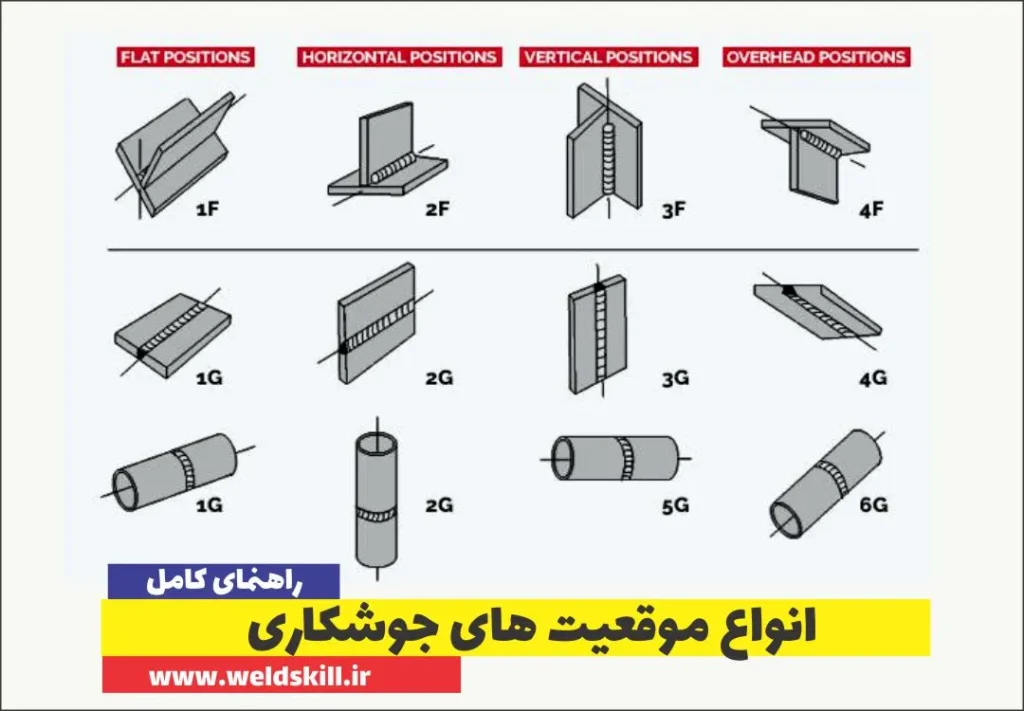
انواع موقعیت های در جوشکاری
دستهبندی کلی موقعیتهای جوشکاری: F (گوشه) و G (شیاری)
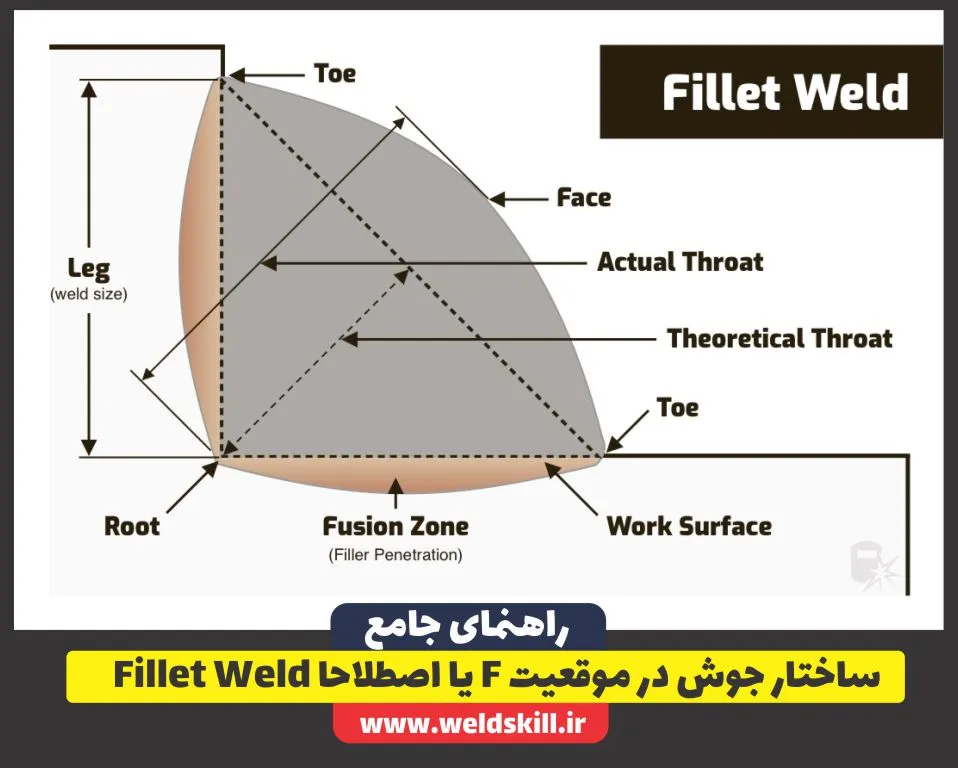
پیش از ورود به جزئیات، باید با دو دسته اصلی موقعیت جوشکاری آشنا شویم: F برای جوشهای گوشه (Fillet Weld) و G برای جوشهای شیاری (Groove Weld). جوشهای گوشه برای اتصال قطعات در زاویه استفاده شده و در سازههای عمومی رایجاند. در مقابل، جوشهای شیاری برای اتصال لب به لب قطعات با نفوذ کامل طراحی شده و در سازههای با استحکام بالا ضروری هستند. درک این تفاوتها، اساس شناخت انواع موقعیت جوشکاری است.
موقعیتهای جوشکاری گوشه (Fillet Weld Positions – F): از 1F تا 4F
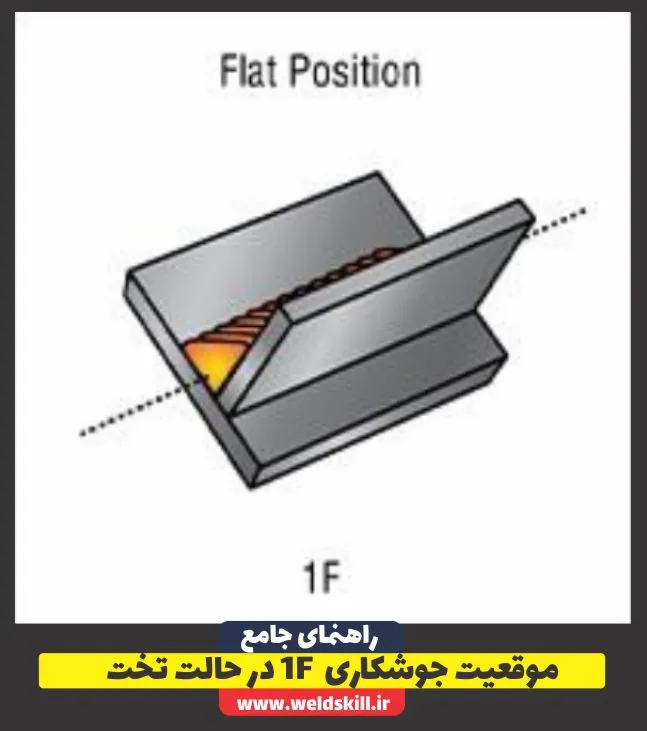
در این بخش، به بررسی جامع انواع موقعیت جوشکاری گوشه میپردازیم که با حرف F و یک عدد مشخص میشوند. این جوشها که به شکل مثلثی در محل اتصال دو قطعه ایجاد میشوند، در صنایع مختلفی کاربرد دارند. از سادهترین حالت یعنی 1F (تخت) تا دشوارترین آنها یعنی 4F (سقفی)، هر یک چالشها و تکنیکهای خاص خود را میطلبند. تسلط بر این موقعیت جوشکاری برای هر جوشکار، گامی مهم در جهت حرفهای شدن است و به او امکان میدهد تا در شرایط گوناگون، جوشی با کیفیت و استاندارد ارائه دهد.
این موقعیت، سادهترین و راحتترین حالت در انواع موقعیت جوشکاری گوشه است. در 1F، قطعه کار به گونهای قرار میگیرد که جوشکار از بالا و روی یک سطح افقی جوشکاری را انجام میدهد. گرانش در این حالت به نفع جوشکار عمل کرده و به کنترل حوضچه مذاب کمک شایانی میکند. این موقعیت امکان بالاترین سرعت جوشکاری و دستیابی به بهترین کیفیت ظاهری را فراهم میآورد و کمترین میزان پاشش و عیوب جوش را به همراه دارد. در صنایع ساخت و ساز عمومی، تولید مبلمان فلزی و ساخت ماشینآلات سبک، 1F بسیار رایج است.
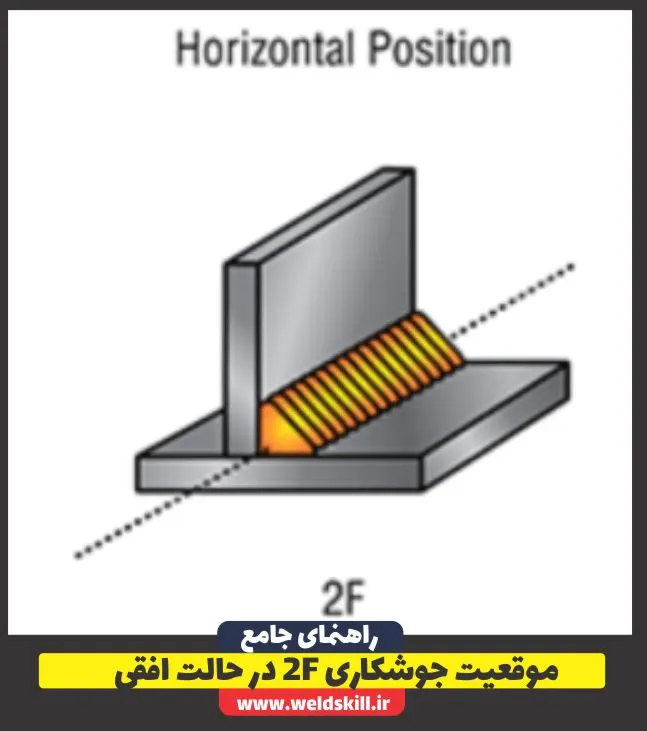
موقعیت جوشکاری 2F در حالت افقی
2F: جوشکاری گوشه افقی (Horizontal Fillet)
در موقعیت جوشکاری 2F، محور جوش افقی است، اما یکی از صفحات عمودی و دیگری افقی قرار میگیرد. جوشکار از کنار و در راستای افق جوشکاری میکند. در این حالت، گرانش تمایل دارد مذاب را به سمت پایین بکشد، بنابراین نیاز به کنترل دقیقتر زاویه الکترود و سرعت حرکت برای جلوگیری از ریزش مذاب وجود دارد. معمولاً الکترود کمی به سمت بالا زاویه میگیرد. این موقعیت در ساخت مخازن، بدنه کشتیها، سازههای فلزی با اتصالات جانبی و لولهکشی (برای اتصال فلنجها به لولههای افقی) کاربرد فراوان دارد.
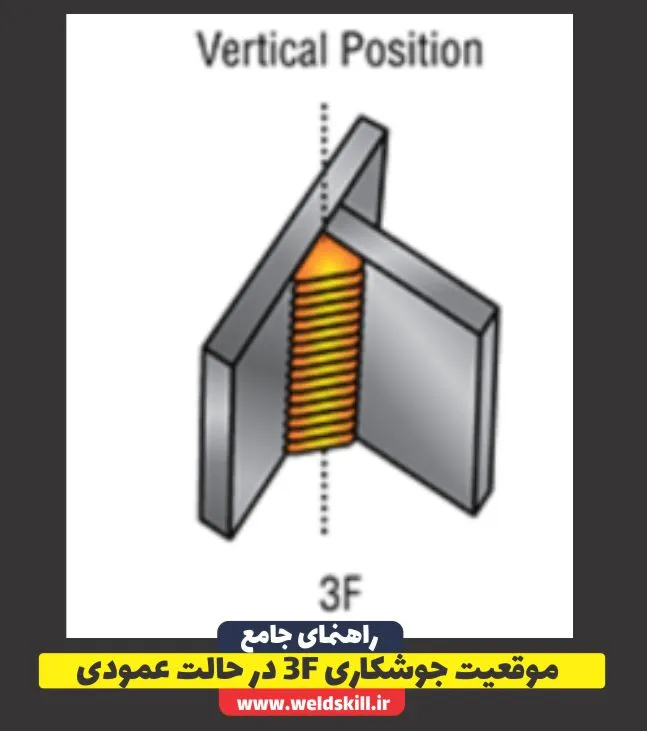
موقعیت جوشکاری 3F در حالت عمودی
3F: جوشکاری گوشه عمودی (Vertical Fillet)
موقعیت جوشکاری 3F به حالتی اطلاق میشود که محور جوش کاملاً عمودی است. این جوشکاری میتواند به دو صورت سربالا (Vertical Up – VU) از پایین به بالا، یا سربالایی (Vertical Down – VD) از بالا به پایین انجام شود. روش سربالا برای نفوذ بیشتر و استحکام بالاتر استفاده میشود و نیاز به مهارت و کنترل دقیق حوضچه مذاب دارد، زیرا مذاب به سمت بالا هل داده میشود. روش سربالایی برای سرعت بیشتر و ظاهر بهتر است اما نفوذ کمتری دارد. این موقعیت در ساخت و سازهای بلند، ستونها، دیوارههای مخازن بزرگ و خطوط لوله عمودی بسیار رایج است.
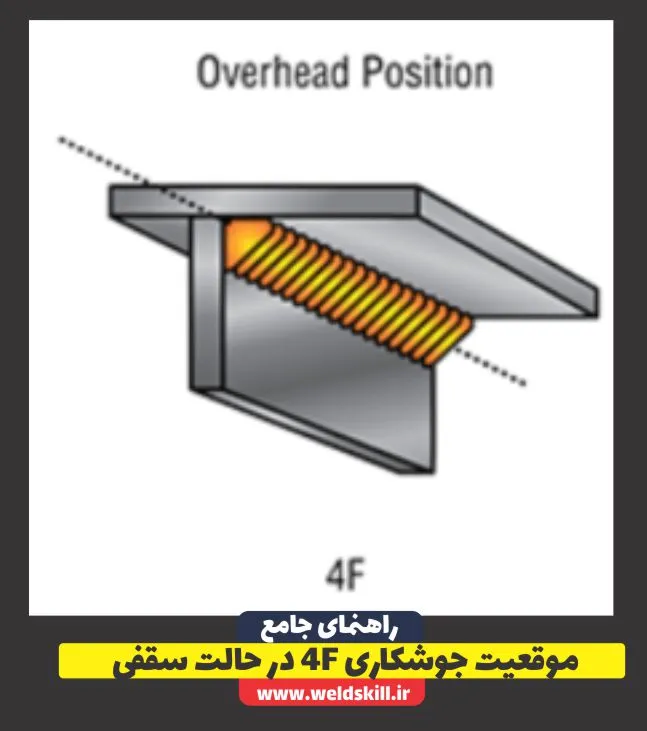
4F: جوشکاری گوشه سقفی (Overhead Fillet)
موقعیت جوشکاری 4F دشوارترین حالت در انواع موقعیت جوشکاری گوشه است. در این حالت، جوشکار از زیر قطعه کار جوشکاری را انجام میدهد و گرانش به شدت مذاب را به سمت پایین میکشد. این موقعیت نیاز به آمپر کمتر، سرعت حرکت بالا و تکنیکهای خاص برای جلوگیری از ریزش مذاب و پاشش زیاد دارد. خستگی جوشکار و کنترل بسیار دقیق حوضچه مذاب از چالشهای اصلی 4F است. این موقعیت در سقف سولهها، زیر پلها، لولهکشیهای سقفی و اتصالات سازههای فلزی در ارتفاعات بالا کاربرد دارد.
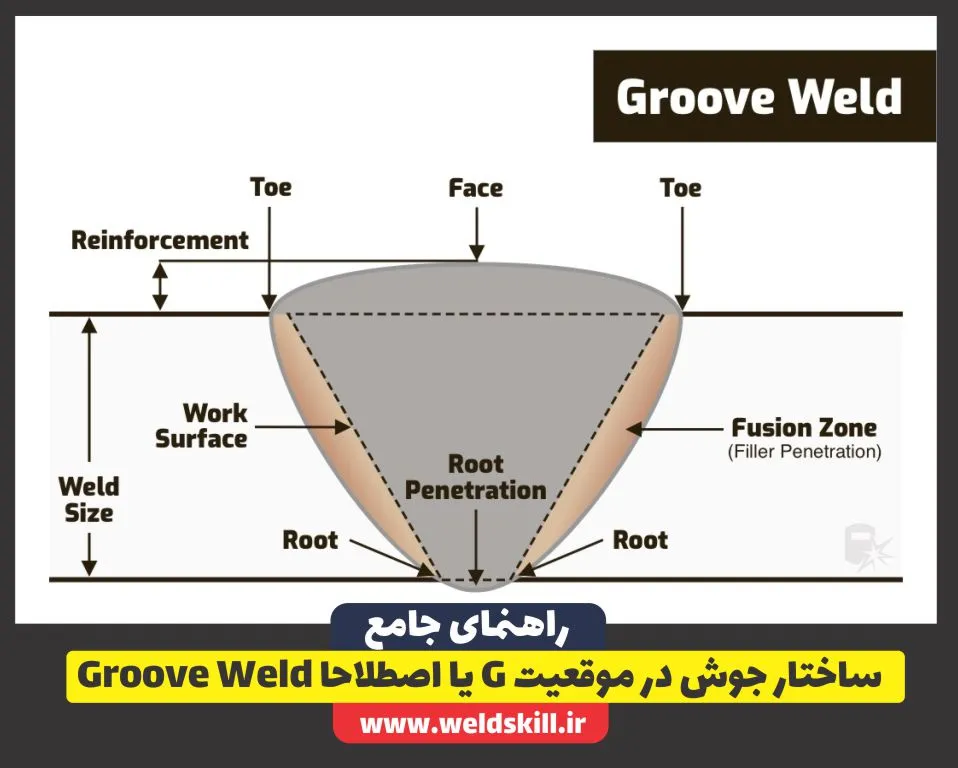
ساختار جوش در موقعیت G یا اصطلاحا Groove Weld
موقعیتهای جوشکاری شیاری (Groove Weld Positions – G): از 1G تا 6GR
در ادامه، به سراغ انواع موقعیت جوشکاری شیاری میرویم که با حرف G و یک عدد شناسایی میشوند. این جوشها برای ایجاد اتصالات با نفوذ کامل در ضخامت قطعات طراحی شدهاند و معمولاً در سازههایی با نیاز به استحکام بالا کاربرد دارند. آمادهسازی لبهها در این نوع جوشکاری اهمیت ویژهای دارد. از 1G (تخت) که نسبتاً آسان است تا 6GR (لولهای با محدودیت) که نهایت مهارت را میطلبد، هر موقعیت جوشکاری شیاری نیازمند دقت و تکنیکهای خاصی برای پر کردن صحیح شیار و دستیابی به جوشی مستحکم است.
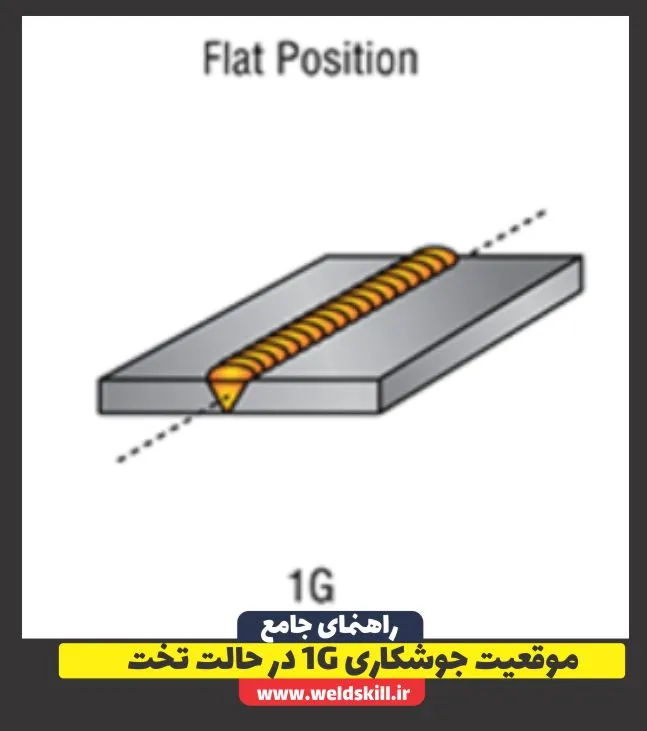
موقعیت جوشکاری 1G، سادهترین حالت در جوشکاری شیاری است. در این حالت، دو قطعه با شیار آماده شده، در وضعیت افقی قرار میگیرند و جوشکار از بالا شیار را پر میکند. گرانش در این موقعیت به نفع جوشکار عمل کرده و به کنترل حوضچه مذاب و دستیابی به نفوذ کامل جوش کمک میکند. این موقعیت امکان بالاترین سرعت جوشکاری و بهترین کیفیت نفوذ و ظاهر را فراهم میآورد و کمترین عیوب جوش را به همراه دارد. 1G در ساخت پلها، سازههای سنگین، مخازن بزرگ و کشتیسازی، به خصوص در اتصالات اصلی کارگاهی، کاربرد فراوان دارد.
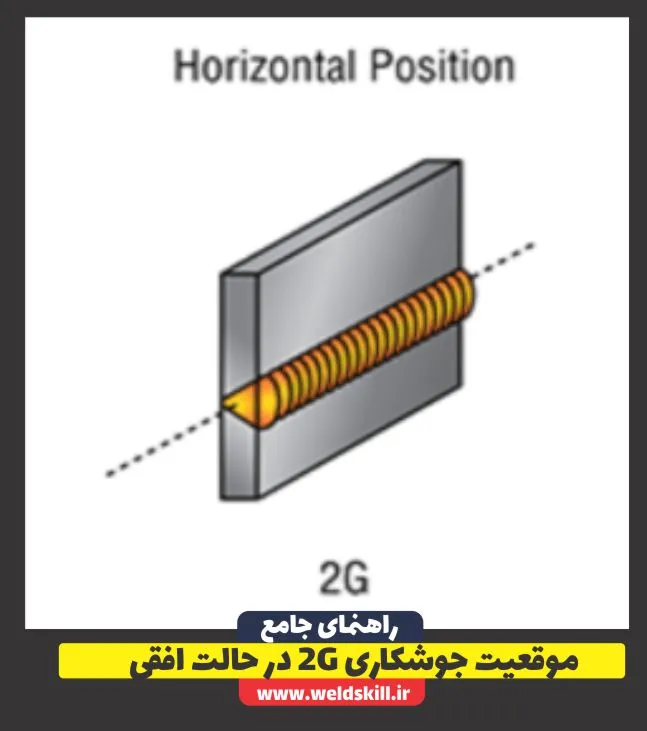
2G: جوشکاری شیاری افقی (Horizontal Groove)
در موقعیت جوشکاری 2G، محور جوش افقی است، اما صفحات به صورت عمودی قرار دارند. جوشکار از کنار و در راستای افق، شیار را پر میکند. این موقعیت نیاز به کنترل دقیقتر برای جلوگیری از ریزش مذاب به سمت پایین شیار دارد. معمولاً جوش در چند پاس (لایه) انجام میشود تا شیار به طور کامل پر شود. چالش اصلی در 2G، کنترل گرانش برای جلوگیری از ریزش مذاب و اطمینان از پر شدن کامل شیار است. این موقعیت در ساخت بدنه کشتی، خطوط لوله (در صفحات) و ساخت مخازن با دیوارههای عمودی کاربرد دارد.
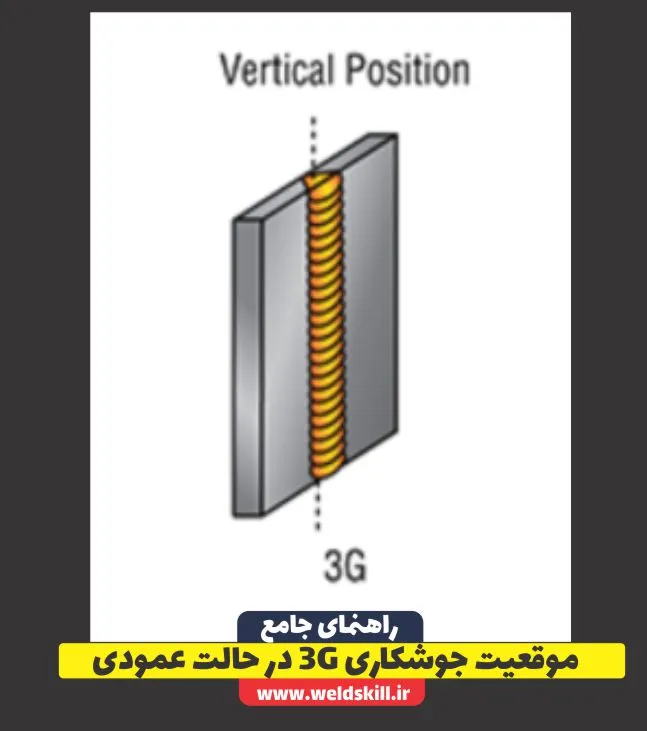
موقعیت جوشکاری 3Gدر حالت عمودی
3G: جوشکاری شیاری عمودی (Vertical Groove)
موقعیت جوشکاری 3G به حالتی اطلاق میشود که محور جوش کاملاً عمودی است و شیار بین دو قطعه عمودی قرار دارد. مانند 3F، این جوشکاری میتواند به صورت سربالا (Vertical Up – VU) یا سربالایی (Vertical Down – VD) انجام شود. روش سربالا برای جوشهای شیاری عمودی رایجتر است، زیرا نفوذ و استحکام بالاتری را فراهم میکند و مذاب به سمت بالا هل داده میشود. چالش اصلی در 3G، کنترل گرانش و جلوگیری از ریزش مذاب در حین دستیابی به نفوذ کامل در شیار است. این موقعیت در ساخت و سازهای بلند، دیوارههای مخازن تحت فشار و خطوط لوله عمودی کاربرد دارد.
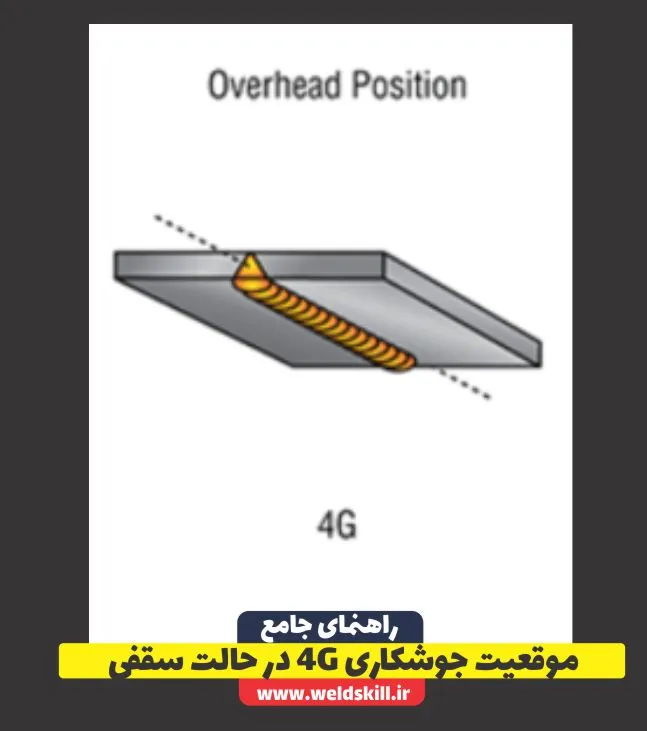
موقعیت جوشکاری 4Gدر حالت سقفی
4G: جوشکاری شیاری سقفی (Overhead Groove)
موقعیت جوشکاری 4G دشوارترین حالت در انواع موقعیت جوشکاری شیاری است. در این حالت، جوشکار از زیر قطعه کار با شیار آماده شده، جوشکاری را انجام میدهد. این موقعیت نیاز به مهارت و تمرین بسیار بالا دارد. آمپر کمتر، سرعت بالا و تکنیکهای خاص برای جلوگیری از ریزش مذاب و پر کردن کامل شیار در برابر گرانش ضروری است. مبارزه شدید با گرانش، کنترل کامل حوضچه مذاب در برابر سقوط، خستگی شدید جوشکار و احتمال بالای عیوب جوش از چالشهای اصلی 4G محسوب میشوند. این موقعیت در اتصالات سازههای سنگین در ارتفاع و تعمیرات زیرین پلها و سکوهای نفتی کاربرد دارد.
موقعیت جوشکاری 5G به جوشکاری لولهای اشاره دارد که به صورت افقی (محور لوله افقی) ثابت شده و قابل چرخش نیست. جوشکار باید در اطراف لوله حرکت کند و در طول یک جوش، با موقعیتهای تخت، عمودی و سقفی روبرو شود. این موقعیت نیازمند مهارت بالا در تغییر تکنیک و کنترل حوضچه مذاب در بخشهای مختلف لوله است. 5G در خطوط لوله انتقال نفت و گاز، نیروگاهها، پالایشگاهها و هر جایی که لولهها در محل نصب ثابت هستند، کاربرد فراوان دارد.
6G: جوشکاری شیاری لوله مایل (Inclined Fixed Pipe)
موقعیت جوشکاری 6G دشوارترین و جامعترین موقعیت جوشکاری لوله است. در این حالت، لوله با زاویه ۴۵ درجه نسبت به افق ثابت شده و قابل چرخش نیست. جوشکار باید در طول یک جوش کامل، با تمامی موقعیتهای تخت، افقی، عمودی (سربالا و سربالایی) و سقفی در یک پاس مواجه شود. این موقعیت نهایت مهارت جوشکار را میطلبد و به همین دلیل، اغلب به عنوان آزمون صلاحیت برای جوشکاران حرفهای در صنایع حساس مانند نفت و گاز، پتروشیمی و نیروگاهها استفاده میشود.
6GR پر چالش ترین موقعیت با وجود حلقه محدود کننده
6GR: جوشکاری شیاری لوله مایل با محدودیت (Inclined Fixed Pipe with Restriction)
موقعیت جوشکاری 6GR مشابه 6G است، با این تفاوت که یک مانع یا محدودیت (مانند یک صفحه فلزی یا سازه) در نزدیکی محل جوش قرار داده میشود که دسترسی جوشکار به نقطه جوش را محدود میکند. این محدودیت، دشواری جوشکاری را به مراتب افزایش میدهد و جوشکار باید با استفاده از تکنیکهای خاص و گاهی ابزارهای کوچکتر، جوش را در فضایی تنگ و با دید محدود انجام دهد. این موقعیت نیز یک آزمون صلاحیت بسیار سخت محسوب میشود و در تعمیرات و نصب در فضاهای محدود و پیچیده کاربرد دارد.
تفاوتهای کلیدی و انتخاب موقعیت مناسب: F در مقابل G
درک تفاوتهای اساسی بین انواع موقعیت جوشکاری F و G برای انتخاب صحیح تکنیک بسیار مهم است. در حالی که جوشهای F بیشتر برای اتصالات گوشه و تقویت سازهها به کار میروند، جوشهای G با نفوذ کامل خود، برای سازههای تحت فشار و بحرانی ایدهآل هستند. انتخاب موقعیت جوشکاری مناسب به عواملی چون طراحی سازه، استحکام مورد نیاز، دسترسی به محل جوش و مهارت جوشکار بستگی دارد. این انتخاب، تأثیر مستقیمی بر کیفیت و دوام نهایی پروژه خواهد داشت.
جدول مقایسه جوشکاری در حالت G,F
نکات مهم برای موفقیت در هر موقعیت جوشکاری
برای موفقیت در هر موقعیت جوشکاری، رعایت نکات کلیدی ضروری است. تمرین مداوم، انتخاب صحیح پارامترهای جوشکاری (آمپر، ولتاژ)، و رعایت کامل نکات ایمنی از جمله مهمترین این موارد هستند. تمیز کردن سطح قطعه کار، کنترل دقیق حوضچه مذاب و تنظیم صحیح زاویه الکترود یا تورچ نیز نقش حیاتی در کیفیت جوش ایفا میکنند. با رعایت این اصول، میتوانید در هر یک از انواع موقعیت جوشکاری، بهترین عملکرد را داشته باشید.
مشاور هوشمند موقعیتهای جوشکاری
مشاور هوشمند موقعیتهای جوشکاری
لطفاً نوع جوش و موقعیت را انتخاب کنید تا توصیهها نمایش داده شوند.
نتیجهگیری: تسلط بر موقعیتها، کلید جوشکاری حرفهای
همانطور که در این راهنمای جامع موقعیتهای جوشکاری دیدیم، تسلط بر انواع موقعیت جوشکاری F و G، از تخت تا سقفی و حتی موقعیتهای پیچیده لولهکشی، یک مهارت اساسی برای هر جوشکار حرفهای است. این دانش نه تنها به شما کمک میکند تا جوشهایی با کیفیت بالا و مطابق با استانداردها تولید کنید، بلکه ایمنی و کارایی شما را در محیط کار افزایش میدهد. با تمرین و پشتکار، میتوانید بر چالشهای هر موقعیت جوشکاری غلبه کنید و به یک متخصص در این زمینه تبدیل شوید. اگر به دنبال آموزش جوشکاری حرفهای و تخصصی هستید، آموزشگاه جوشکاری ولداسکیل آماده ارائه مشاورههای لازم و دورههای کاربردی به شماست. جهت مشاوره و راهنمایی با شمارههای 09376060577و 02166000448با ما در تماس باشید.
پرسش و پاسخهای متداول جوشکاری
پرسش و پاسخهای متداول درباره انواع موقعیتهای جوشکاری
1. موقعیت جوشکاری چیست و چرا اهمیت دارد؟+
موقعیت جوشکاری به حالت قرارگیری قطعه کار و جهت جوشکاری اشاره دارد. اهمیت آن در تأثیر مستقیم بر کیفیت جوش، انتخاب تکنیک مناسب، ایمنی جوشکار و سرعت انجام کار است.
2. تفاوت اصلی بین موقعیتهای F و G چیست؟+
موقعیتهای F (Fillet) برای جوشهای گوشه (اتصال دو قطعه در زاویه) و موقعیتهای G (Groove) برای جوشهای شیاری (اتصال لب به لب با نفوذ کامل) استفاده میشوند.
3. کدام موقعیت جوشکاری آسانترین و کدام دشوارترین است؟+
آسانترین موقعیت جوشکاری معمولاً 1F (گوشه تخت) و 1G (شیاری تخت) هستند، زیرا گرانش به نفع جوشکار عمل میکند. دشوارترین موقعیتها نیز 4F (گوشه سقفی)، 4G (شیاری سقفی)، 6G و 6GR هستند که نیاز به مهارت بسیار بالا دارند.
4. آیا میتوان از یک تنظیمات دستگاه برای تمام موقعیتها استفاده کرد؟+
خیر، تنظیمات دستگاه جوش (مانند آمپر، ولتاژ و سرعت تغذیه سیم) باید متناسب با هر موقعیت جوشکاری و نوع جوش (F یا G) تنظیم شوند تا بهترین کیفیت و نفوذ حاصل شود.
5. جوشکاری سربالا (Vertical Up) بهتر است یا سربالایی (Vertical Down) در موقعیت 3F/3G؟+
جوشکاری سربالا (VU) معمولاً نفوذ و استحکام بالاتری دارد و برای جوشهای سازهای و ضخیمتر توصیه میشود. جوشکاری سربالایی (VD) سریعتر است و ظاهر بهتری دارد، اما نفوذ کمتری ارائه میدهد و برای جوشهای نازکتر مناسب است.
6. موقعیتهای 5G، 6G و 6GR چه تفاوتی با 2G، 3G و 4G دارند؟+
موقعیتهای 5G، 6G و 6GR به طور خاص برای جوشکاری لولهها استفاده میشوند. 5G به جوشکاری لوله در حالت افقی ثابت، 6G به جوشکاری لوله در حالت مایل ثابت (45 درجه) و 6GR به 6G با یک مانع محدودکننده دسترسی اشاره دارد. در حالی که 1G تا 4G بیشتر برای صفحات و اتصالات غیرلولهای هستند.
7. چه نکاتی برای موفقیت در جوشکاری سقفی (4F/4G) و لوله (5G/6G/6GR) مهم است؟+
برای جوشکاری در این موقعیتهای دشوار، استفاده از آمپر کمتر، سرعت حرکت بالا، کنترل دقیق حوضچه مذاب، و تکنیکهای خاص برای جلوگیری از ریزش مذاب بسیار مهم است. تمرین مداوم و رعایت ایمنی نیز حیاتی است.
8. چگونه میتوانم مهارتهای خود را در انواع موقعیتهای جوشکاری بهبود بخشم؟+
بهترین راه برای بهبود مهارتها، تمرین مداوم و عملی است. شروع با موقعیتهای آسانتر (1F/1G) و سپس پیشرفت به سمت موقعیتهای دشوارتر (3F/3G، 4F/4G، 5G، 6G، 6GR) توصیه میشود. شرکت در دورههای آموزش جوشکاری نیز بسیار مفید است.
9. کدام صنایع بیشتر از موقعیتهای دشوار جوشکاری استفاده میکنند؟+
صنایعی مانند کشتیسازی، ساخت پلها، صنایع نفت و گاز (پایپینگ)، ساخت مخازن تحت فشار، و ساخت و سازهای بلند که نیاز به اتصالات در ارتفاع یا در موقعیتهای غیرقابل چرخش دارند، به طور گسترده از موقعیتهای دشوار استفاده میکنند.
10. برای آموزش تخصصی موقعیتهای جوشکاری به کجا مراجعه کنم؟+
برای آموزش جوشکاری حرفهای و تخصصی در انواع موقعیت جوشکاری، میتوانید به آموزشگاه جوشکاری ولداسکیل مراجعه کنید. این آموزشگاه دورههای کاربردی و جامعی را برای ارتقاء مهارتهای شما ارائه میدهد.









بسیار عالی ومفید
درود بر شما لطف دارید بهترین ها روبراتون آرزو داریم