
ساعت کاری: 09:00 صبح تا 20:00 بعد از ظهر
مرکز تخصصی آموزش جوشکاری و بازرسی جوش فنی و حرفه ای
مرکز شرق تهران : بزرگراه شهیدزین الدین بلوار دانشگاه ،کارگاه جوشکاری دانشگاه خواجه نصیر

صفر تا 100 جوشکاری CO2 یا به اصطلاح جوشکاری MIG/MAG، یکی از مهمترین و پرکاربردترین روشهای جوشکاری در صنعت مدرن است. این روش به دلیل کیفیت جوش بالا و سرعت زیاد انجام فرایند، مورد توجه زیادی در سطح جهانی قرار گرفته است. جوشکاری CO2 یک فرایند ساده و قابل دسترسی است که برای اتصال فلزات مختلف، به ویژه فولاد، استفاده میشود. این تکنیک به دلیل مزایای فراوان خود، از جمله کیفیت بالا، سرعت بالا، و هزینه کم، در صنایع مختلف مانند ساختمانی، خودرویی، و تولید تجهیزات گستردهتر استفاده میشود.
فهرست مطلب
Toggleجوشکاری CO2 به دو روش اصلی تقسیم میشود: MIG (Metal Inert Gas) و MAG (Metal Active Gas). در هر دو روش، یک میله جوش قابل ذوب به عنوان ماده مصرفی استفاده میشود و یک گاز محافظ برای حفظ سطح جوش از واکنشهای ناخواسته با اتمسفر استفاده میشود. تفاوت اصلی بین این دو روش در نوع گاز محافظ استفاده شده است. در جوشکاری MIG، گازهای خنثی مانند آرگون استفاده میشوند، در حالی که در جوشکاری MAG، گازهای فعال مانند CO2 یا مخلوطهایی از CO2 و آرگون به کار میروند.
یکی از دلایل اصلی محبوبیت جوشکاری CO2، کیفیت بالا جوشها است. این فرایند به شما امکان میدهد تا جوشهایی با پایداری و قویت بالا ایجاد کنید که در بسیاری از کاربردهای صنعتی مورد نیاز هستند. علاوه بر این، سرعت زیاد انجام جوشکاری CO2، آن را به یک روش بسیار کارآمد برای تولید سریع و حجمی تبدیل کرده است. این مزیتها جوشکاری CO2 را به یکی از روشهای اصلی جوشکاری در صنعت تبدیل کردهاند.
با توجه به اهمیت و کاربرد فراوان این روش، آموزش جوشکاری CO2 به یکی از ضروریترین مهارتهایی تبدیل شده است که هر جوشکار حرفهای یا غیر حرفهای باید آن را به خوبی بشناسد و به کار بگیرد. این مقاله به شما کمک میکند تا از مرحله ابتدایی تا پیشرفته، تمام جنبههای جوشکاری CO2 را به طور کامل یاد بگیرید. از آشنایی با ابزارهای لازم و تنظیمات اینورتر جوشکاری، تا تکنیکهای پیشرفته و نگهداری این دستگاهها، هر جزئیاتی که برای موفقیت در این حرفه ضروری است، در این مقاله به طور دقیق و جامع توضیح داده خواهد شد.
همچنین، در این مقاله به کاربردهای عملی صفر تا 100 جوشکاری CO2 و نحوه انجام پروژههای مختلف با استفاده از این روش خواهیم پرداخت. با این آموزش، شما میتوانید به ایجاد اتصالات فلزی با کیفیت بالا و سرعت زیاد بپردازید، که این مسائل به تنهایی دلیل اصلی محبوبیت جوشکاری CO2 هستند.
| ویژگی | SMAW (جوشکاری الکترود دستی) | GMAW (جوشکاری MIG/MAG) |
|---|---|---|
| نام دیگر | Shielded Metal Arc Welding | Gas Metal Arc Welding |
| نوع الکترود | الکترود روکشدار مصرفی | سیم جوش (الکترود) مصرفی |
| گاز محافظ | از تجزیه روکش الکترود | گازهای خنثی (آرگون، هلیوم) یا فعال (CO2) |
| نرخ رسوب | کمتر | بیشتر |
| کنترل حوضچه مذاب | دشوارتر | آسانتر |
| مناسب برای | جوشکاری در فضای باز، فلزات ضخیم، تعمیرات | جوشکاری در کارگاه، فلزات نازک، تولید انبوه |
| تجهیزات | ساده و ارزان | پیچیدهتر و گرانتر |
| مهارت مورد نیاز | بیشتر | کمتر |
| سرعت کار | کمتر | بیشتر | کاربرد |
|
|
| ویژگی | GMAW (جوشکاری MIG/MAG) | GTAW (جوشکاری TIG) |
|---|---|---|
| نام دیگر | Gas Metal Arc Welding | Gas Tungsten Arc Welding |
| نوع الکترود | سیم جوش (الکترود) مصرفی | الکترود تنگستن غیر مصرفی |
| گاز محافظ | گازهای خنثی (آرگون، هلیوم) یا فعال (CO2) | گازهای خنثی (معمولاً آرگون) |
| نرخ رسوب | بالا | پایین |
| کنترل حوضچه مذاب | آسان | بسیار دقیق |
| مناسب برای | جوشکاری در کارگاه، فلزات نازک، تولید انبوه | جوشکاریهای دقیق، فلزات نازک، آلیاژهای خاص |
| تجهیزات | پیچیدهتر و گرانتر | پیچیدهتر و گرانتر (نسبت به GMAW) |
| مهارت مورد نیاز | متوسط | بسیار بالا |
| سرعت کار | بالا | پایین |
| کاربرد |
|
|
برای جوشکاری CO2، اینورتر ویژه MIG/MAG مورد نیاز است. این اینورترها طراحی شدهاند تا بهینهترین عملکرد را در زمان استفاده از گاز محافظ CO2 ارائه دهند. برخی از نکات مهم در انتخاب اینورتر عبارتند از:
- قدرت کافی: اینورتر باید دارای قدرت کافی برای جوشکاری قطعات فولادی با ضخامتهای مختلف باشد.
- تنظیمات قطببندی: باید امکان تنظیم قطببندی به مثبت (Electrode Positive) را داشته باشد.
- پشتیبانی از گاز محافظ: اینورتر باید امکان استفاده از گاز محافظ CO2 را داشته باشد.

تورچ جوشکاری CO2 باید دارای ویژگیهای زیر باشد:
- مقاومت در برابر گرما: باید برای تحمل حرارت تولید شده در جوشکاری طراحی شده باشد.
- پیچبندی مناسب: پیچبندیهای تورچ باید به گونهای باشند که سیم جوش به سادگی و به درستی وارد کنترلر شود.
- نوع گاز: تورچ باید برای استفاده با گاز محافظ CO2 مناسب باشد.
غلتک وایر فیدر باید به گونهای باشد که سیم جوش را به درستی به تورچ هدایت کند:
- اندازه و ماده سیم: غلتک باید مناسب با سیمهای فولادی باشد که معمولاً از 0.6 تا 1.2 میلیمتر ضخامت دارند.
- کیفیت هدایت: باید به گونهای طراحی شده باشد که سیم جوش را بدون خراش یا خرابی به تورچ هدایت کند.
برای جوشکاری CO2، گاز محافظ CO2 خالص یا مخلوط آرگون و CO2 (75% آرگون و 25% CO2) مورد استفاده قرار میگیرد:
- CO2 خالص: برای جوشکاری فولاد معمولی مناسب است و باعث تولید جوشی با خاصیت پردازش خوب میشود.
- مخلوط آرگون و CO2: برای جوشکاری فولاد ضد زنگزدگی و فولاد معمولی با کیفیت بالاتر مناسب است.
مانومتر برای کنترل و تنظیم جریان گاز محافظ استفاده میشود:
- دقت: باید دارای دقت بالا باشد تا مقدار گاز را به درستی تنظیم کند.
- نمایش جریان گاز: مانومتر باید مقدار جریان گاز را به لیتر در دقیقه نشان دهد. توصیه میشود جریان گاز را به میزان 8 تا 12 لیتر در دقیقه تنظیم کنید.
- دیدپذیری: باید به گونهای طراحی شده باشد که خواندن مقدار جریان گاز آسان باشد.
گرمکن گاز برای جلوگیری از ترکیب آب و گاز محافظ و افزایش کیفیت جوشکاری استفاده میشود:
- حذف رطوبت: گرمکن گاز به جوشکاری کمک میکند تا رطوبت موجود در گاز محافظ را حذف کند، که باعث پوروزی و کاهش کیفیت جوش نمیشود.
- افزایش کارایی: با گرم کردن گاز، کارایی جوشکاری افزایش مییابد و جوشها هموارتر و مطمئنتر میشوند.
- نگهداری و تنظیم: گرمکن گاز باید به گونهای طراحی شده باشد که نگهداری و تنظیم آن آسان باشد.
این تجهیزات با هم ترکیب شده و به شما کمک میکنند تا جوشکاری CO2 با کیفیت و بهینه را انجام دهید. اگر سوالی دیگری دارید یا نیاز به جزئیات بیشتری دارید، لطفاً بفرمایید.

| نوع سیم جوش | ملاحظات |
|---|---|
| فولاد کربنی جامد ER70S-6 |
قابل استفاده با CO2 یا آرگون 75%/CO2 25% (C-25)، SteelMIX®، SteelMIX® 3 یا SteelMIX® Extra گاز CO2 نفوذ بیشتری ایجاد میکند آرگون 75%/CO2 25% پاشش کمتری نسبت به CO2 دارد. SteelMIX(s) پاشش کمتری دارند استفاده در محیط بسته بدون باد مناسب برای بدنه خودرو، تولید، ساخت |
| فولاد کربنی توپودری E71T-GS |
جوشکاری مواد نازکتر (گیج 22) نسبت به سیم جوش توپودری بدون نیاز به گاز محافظ عالی برای شرایط بادی در فضای باز مناسب برای مواد کثیف، زنگزده و رنگشده |
| آلومینیوم جامد ER-4043/ER-5356 |
باید با آرگون، AluMIX™ یا سایر مخلوطهای آرگون/هلیوم استفاده شود توصیه میشود با تفنگ قرقرهای برای بهترین نتایج استفاده شود 5356 برای جوشهای قویتر و تغذیه آسانتر سختتر است. |
| استیل ضد زنگ ER308/308L |
قابل استفاده با StainMIX™ 3 یا مخلوطهای هلیوم/آرگون/CO2 برای پایههای استیل 301، 302، 304، 305 و 308 |
سیمهای جوشکاری CO2 برای جوشکاری فولاد کربنی، فولاد استیلی و آلومینیوم استفاده میشوند. هر نوع سیم ویژگیها و کاربردهای خاص خود را دارد.
سیم جوش ER70S
توضیح: سیم جوش ER70S برای جوشکاری فولاد کربنی استفاده میشود و به دلیل مقاومت بالایی در برابر شکنندگی در دماهای کم و سختی مناسب، محبوب است.
سیم جوش ER70S یکی از پرکاربردترین سیمهای جوشکاری برای فولاد کربنی است. این سیم با مقاومت کششی بالا و خصوصیات مکانیکی مناسب، در ساخت و ساز، صنایع خودرو و تجهیزات صنعتی به کار میرود. شماره سیم جوش ER70S-6 نشاندهنده محتوای کربن کم و مقاومت بالایی در برابر شکنندگی در دماهای کم است.
سیم جوش استلس استیل
توضیح: سیم جوش استلس استیل برای جوشکاری فولادهای مقاوم به خوردگی استفاده میشود و خصوصیات مقاومت بالا در برابر خوردگی و خوردگی کاتدیک را دارد.
سیم جوش استلس استیل مانند سیمهای 308L، 316L و 310S برای جوشکاری فولادهای مقاوم به خوردگی و درجههای مختلف استفاده میشوند. این سیمها به دلیل مقاومت بالایی در برابر خوردگی، خوردگی کاتدیک و دمای بالا، در صنایع شیمیایی، نفتی و غذایی کاربرد فراوانی دارند. شمارههای سیم جوش استلس استیل مانند 308L و 316L نشاندهنده نوع فولاد و خصوصیات مکانیکی آنها هستند.
سیم جوش آلومینیوم
توضیح: سیم جوش آلومینیوم برای جوشکاری فلزات آلومینیومی استفاده میشود و به دلیل خصوصیات ضد خوردگی و سبکی، در صنایع خودرو و هواپیما محبوب است.
سیم جوش آلومینیوم مانند سیمهای 4043 و 5356 برای جوشکاری فلزات آلومینیومی و لیتیومآلومینیومی استفاده میشوند. این سیمها به دلیل مقاومت خوردگی بالا، سبکی و قابلیت شکلدهی خوب، در صنایع خودرو، هواپیما و ساخت و ساز کاربرد گستردهای دارند. شماره سیم جوش 4043 نشاندهنده محتوای سیلیسیم بالا برای جوشهای رنگی مناسب و 5356 برای جوشهایی با سختی بالا است.
توسط weldskill.ir
| ضخامت مواد (بر اساس فولاد نرم) | سیم جوش MIG جامد | سیم جوش توپودری بدون گاز | |||||
|---|---|---|---|---|---|---|---|
| 0.61 میلیمتر | 0.76 میلیمتر | 0.89 میلیمتر | 1.14 میلیمتر | 0.76 میلیمتر | 0.89 میلیمتر | 1.14 میلیمتر | |
| گیج 24 (0.61 میلیمتر) | ✅ | ||||||
| گیج 22 (0.76 میلیمتر) | ✅ | ✅ | ✅ | ||||
| گیج 20 (0.91 میلیمتر) | ✅ | ✅ | ✅ | ✅ | |||
| گیج 18 (1.22 میلیمتر) | ✅ | ✅ | ✅ | ✅ | ✅ | ||
| گیج 16 (1.52 میلیمتر) | ✅ | ✅ | ✅ | ✅ | ✅ | ||
| گیج 14 (1.90 میلیمتر) | ✅ | ✅ | ✅ | ✅ | ✅ | ||
| 1/8 اینچ (3.18 میلیمتر) | ✅ | ✅ | ✅ | ✅ | |||
| 3/16 اینچ (4.76 میلیمتر) | ✅ | ✅ | ✅ | ✅ | |||
| 1/4 اینچ (6.35 میلیمتر) | ✅ | ✅ | ✅ | ✅ | |||
| 5/16 اینچ (7.94 میلیمتر) | ✅ | ✅ | ✅ | ||||
| 3/8 اینچ (9.53 میلیمتر) | ✅ | ✅ | ✅ | ||||
| 1/2 اینچ (12.70 میلیمتر) | ✅ | ✅ | |||||
حالا که دستگاه و قطعه کارتان آماده شدهاند، برای قدم بعدی یعنی شروع جوشکاری آماده هستید. با تنظیم ولتاژ و سرعت سیم، بقیه فرآیند جوشکاری به عهده شماست.
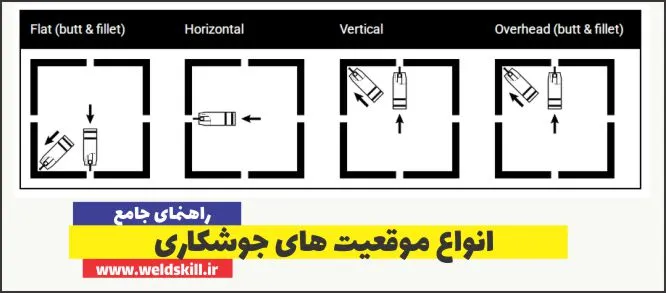
سه عامل اصلی وجود دارد که هنگام انجام جوشکاری باید در نظر گرفته شود:
زاویه کار (Work angle)
زاویه حرکت و فاصله (Travel angle & distance)
سرعت حرکت (Travel speed)
این موضوع صرف نظر از اینکه جوشکاری TIG، MIG یا الکترود دستی (Stick) انجام میدهید، صادق است. *

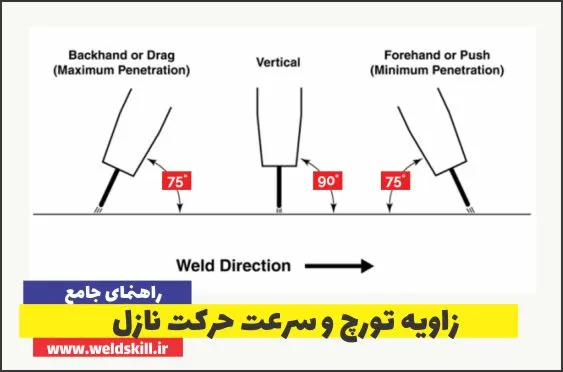
وقتی از روش جوشکاری CO2 استفاده میکنید، میتوانید با دو زاویه مختلف حرکت کنید: Pull یا Push . این امر به نوع سیمی که در ماشین استفاده میکنید بستگی دارد.
- اگر از سیم فولاد نرم، فولاد ضد زنگزنی یا آلومینیوم استفاده میکنید: باید با زاویه پیشرو حرکت کنید (گان در بالای حوضه پیوستگی و به سمت فلز میرود).
- اگر از سیم دارای جذبکننده (بدون گاز) استفاده میکنید: باید با زاویه عقبرو حرکت کنید (گان در جلوی حوضه پیوستگی و به سمت فلز کشیده میشود).
چه به صورت پیشرو یا عقبرو حرکت کنید، باید گان خود را به زاویه 10° تا 15° نگه دارید. اگر زاویه خیلی عمیق شود یا موازی با فلز باشد، فلز بیشتر پاشیده میشود، نفوذ کمتر میشود و شما باید بعداً آن را تمیز کنید.
سرعت حرکت تورچ ، سرعتی است که با آن گان را در طول حوضه پیوستگی حرکت میدهید. این سرعت متفاوت از سرعت سیم است، اما هر دو بر یکدیگر تأثیر میگذارند.
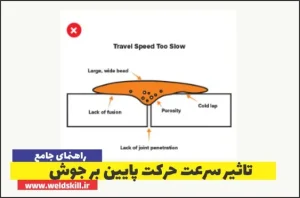
- اگر سرعت حرکت شما خیلی زیاد باشد: سیم به حوضه پیوستگی وارد نخواهد شد و پیوستگی صحیحی ایجاد نمیشود.
- اگر سرعت حرکت شما خیلی کم باشد یا سیم زیادی وارد حوضه پیوستگی میشود: پیوستگی شما ضخیم خواهد شد و باید آن را با دندهزنی برگردانید. این موجب کاهش ادغام در لبههای پیوستگی (نقطههای پایانی) میشود.
باید به سرعتی که با تنظیمات شما مطابقت دارد، حرکت کنید. برای بهترین نتیجه، سرعت حرکت خود را در طول کل پیوستگی ثابت نگه دارید.


در این بخش، تمرکز ما بر یادگیری جوشکاری CO2 بود. جوشکاری CO2 یک روش پیشرفته و کاربردی است که برای اتصال فلزات مختلف مانند فولاد کاربرد فراوانی دارد. این روش نیازمند دقت در تنظیمات گان، سرعت حرکت، و زاویه حرکت است.
اگر میخواهید این مهارت را به صورت حرفهای یاد بگیرید و مدرک آن را دریافت کنید، مرکز آموزشی Weldskill یک گزینه بسیار خوب است. در Weldskill، شما میتوانید به صورت کامل با فرایند جوشکاری CO2 آشنا شوید و مهارتهای لازم را به دست آورید.
اگر نیاز به مشاوره یا اطلاعات بیشتری دارید، میتوانید به شمارههای زیر تماس بگیرید:
- موبایل: 09376060577
- تلفن ثابت:02166000448
مشاوران ما آمادهی پاسخگویی به سوالات شما و راهنمایی شما هستند. امیدوارم این اطلاعات برای شما مفید بوده باشد. موفق باشید!


