اگر تا به حال تجربه جوشکاری داشتهاید، احتمالاً میدانید که جوشکاری سربالا 3F vertical و جوشکاری سقفی Overhead 4F یکی از چالشبرانگیزترین تکنیکهای جوشکاری است. در این روش، شما با یک رقیب سرسخت به نام جاذبه زمین روبرو هستید؛ نیرویی که میخواهد هر قطره از فلز مذاب را به سمت پایین بکشد!
در این آموزش جامع، قصد داریم شما را با تکنیکهای حرفهای جوشکاری سربالا آشنا کنیم. به شما نشان خواهیم داد که چطور میتوانید انواع مختلف اتصالات را در این وضعیت، با کیفیتی مشابه جوشکاری در حالتهای تخت، افقی و عمودی انجام دهید.
اما قبل از هر چیز، یک نکته بسیار مهم:
از آنجایی که در جوشکاری سربالا، شما دقیقاً زیر نقطه جوش قرار میگیرید، ایمنی باید اولویت اول شما باشد. پوشیدن لباس و تجهیزات ایمنی مناسب در این نوع جوشکاری یک انتخاب نیست، بلکه یک ضرورت حیاتی است. هیچ کس دوست ندارد قطرات داغ فلز مذاب را روی بدن خود احساس کند!
مشکل اصلی اینجاست که اگر طول قوس شما زیاد باشد، قطرات فلز مذاب بیشتری از حوضچه جوش جدا میشوند و میریزند. چرا؟ چون در این حالت، فلز پرکننده (از الکترود شما) به خوبی با فلز پایه ترکیب نمیشود. به همین دلیل است که نیاز به قوس کوتاهتر داریم.
ویدیو آموزش جوشکاری سقفی (Overhead)
ویدئو آموزش جوشکاری سربالا (3F)
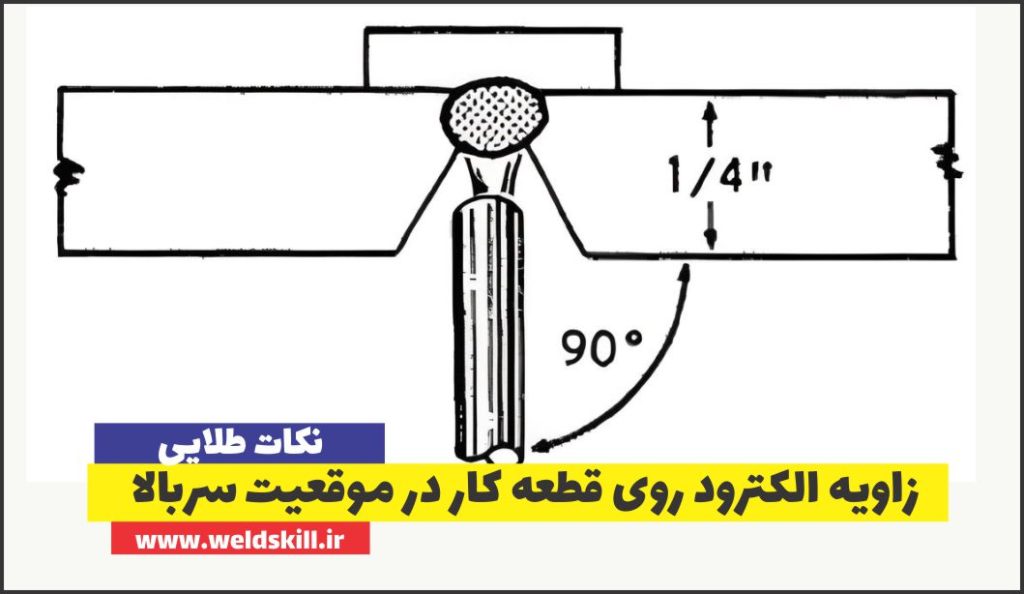
زاویه الکترود در موقعیت جوشکاری سربالا
راهکار حرفهای:
برای جلوگیری از این مشکل، یا حداقل کاهش آن، میتوانید به طور منظم طول قوس را کم و زیاد کنید. این تکنیک به جوش شما اجازه میدهد حین کار سخت شود. برعکس، اگر حوضچه جوش بزرگی ایجاد کنید، نه تنها به یک جوش خوب نمیرسید، بلکه فلز مذاب پرکننده و فلز پایه شروع به شُره کردن خواهند کرد.
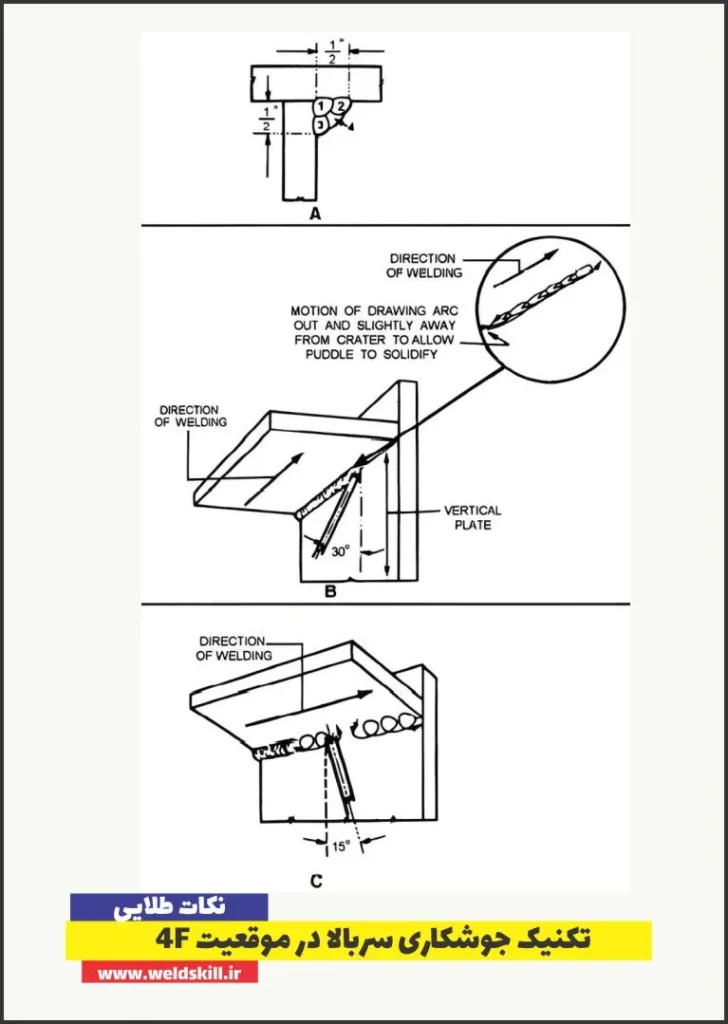
وقتی صحبت از خلق یک جوش حرفهای در حالت سربالا میشود، زاویه الکترود و تکنیک حرکت دست، نقش کلیدی دارند. در ادامه، اصول طلایی این تکنیک را مرور میکنیم:
زاویهگیری صحیح الکترود:
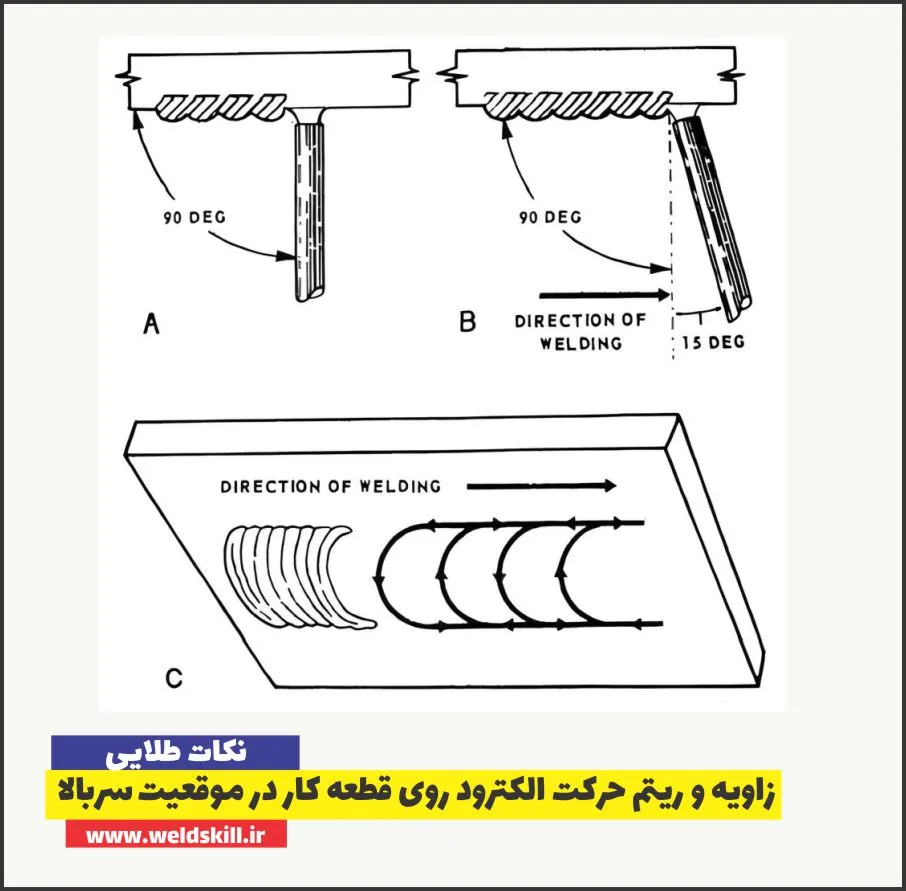
۱. زاویه عمودی: الکترود باید دقیقاً عمود بر سطح کار قرار گیرد، یعنی زاویه ۹۰ درجه نسبت به قطعه کار. (مطابق تصویر A)
۲. زاویه پیشروی: در جهت حرکت جوشکاری، الکترود باید زاویهای بین ۱۰ تا ۱۵ درجه داشته باشد. به این زاویه در اصطلاح “زاویه پیشروی” میگویند. (مطابق تصویر B)
ویدئو آموزشی جوشکاری سربالا با الکترود 6013
زاویه و ریتم حرکت الکترود روی قطعه کار در موقعیت سربالا
تکنیک موجی (Weave) در جوشکاری سربالا:
ایجاد مهره جوش موجی در حالت سربالا، با کمی تمرین، به مهارتی ساده تبدیل میشود. روش کار به این صورت است:
- حرکت اصلی: الکترود را به صورت رفت و برگشتی (موجی) حرکت دهید
- نکته طلایی: در انتهای هر موج، حرکت را کمی سریعتر کنید، شبیه یک حرکت شلاقی. این تکنیک به شما کمک میکند کنترل بهتری روی نحوه رسوب فلز پرکننده داشته باشید.
هشدار مهم:
در اجرای حرکت موجی زیادهروی نکنید! حرکت موجی بیش از حد میتواند باعث شود:
- فلز پرکننده بیش از حد داغ شود
- حوضچه جوش بیش از حد بزرگ شود
- کنترل جوش از دست برود
تکنیک شلاقی: راز کنترل حوضچه مذاب
از آنجایی که در حالت سربالا، هم فلز پرکننده و هم فلز پایه تمایل به شُره کردن دارند، از تکنیک شلاقی استفاده میکنیم:
۱. حرکت سریع الکترود به سمت جلوی حوضچه جوش
۲. ایجاد قوس بلندتر برای فرصت سخت شدن فلز مذاب
۳. بازگشت سریع به دهانه حوضچه جوش و ادامه جوشکاری
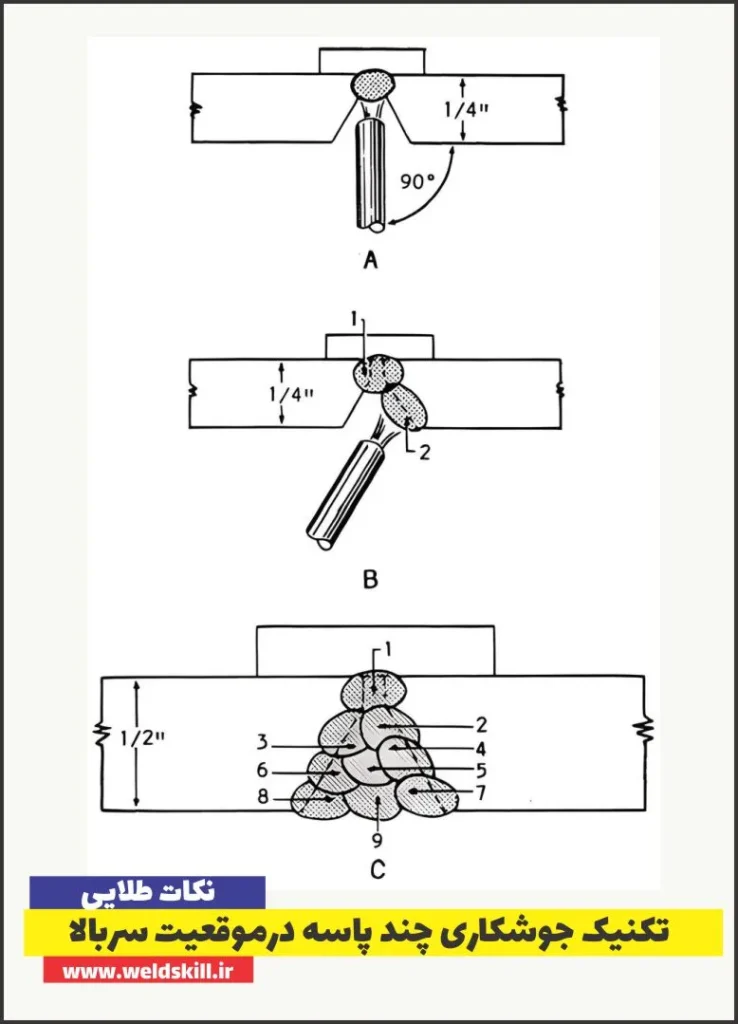
تکنیک جوشکاری چند پاسه درموقعیت سربالا
جدول آمپر جوشکاری
جدول آمپر جوشکاری برای الکترود 3.2 میلیمتری
موقعیت جوشکاری
آمپر (A)
تخت (Flat)
75-110
افقی (Horizontal)
75-110
عمودی (Vertical)
67.5-99
سقفی (Overhead)
63.75-93.5
جوشکاری چند پاسه در قطعات ضخیم:
برای قطعات ضخیم، نیاز به چند لایه جوش داریم (جوشکاری چند پاسه):
- پاس اول: مهره جوش ساده (String Bead) بدون حرکت موجی
- پاسهای بعدی: استفاده از حرکت دورانی با زاویه ۱۵ درجه (مطابق تصویر C)
- حرکت دورانی کنترل بهتری روی جوش به شما میدهد
نکات کلیدی ایمنی و کیفیت:
- تمیزکاری بین پاسها با برس سیمی و چکش جوش ضروری است
- کنترل دقیق قوس برای نفوذ و ذوب مناسب حیاتی است
- حفظ زاویه و حرکت یکنواخت برای کیفیت جوش ضروری است
تکنیک جوشکاری سربالا در موقعیت 4F
راهنمای جامع آموزش جوشکاری سربالا و سقفی
راهنمای جامع آموزش جوشکاری سربالا و سقفی
1. چه تفاوتی بین جوشکاری سربالا و سقفی وجود دارد؟
جوشکاری سربالا به جوشکاری در موقعیتهایی اشاره دارد که الکترود از بالا به پایین جوش داده میشود، در حالی که جوشکاری سقفی به جوشکاری در موقعیتهایی اشاره دارد که سطح جوشدهی در ارتفاع است. در جوشکاری سربالا، مذاب جوش به سمت پایین جریان مییابد، در حالی که در جوشکاری سقفی، مذاب جوش به سمت بالا جریان مییابد. این تفاوتها در تکنیکها و پارامترهای جوشکاری تأثیر میگذارند.
2. چه پارامترهایی در جوشکاری سربالا و سقفی مهم هستند؟
پارامترهای مهم در جوشکاری سربالا و سقفی شامل آمپر، سرعت جوش، زاویه الکترود، و فاصله الکترود از سطح جوشدهی هستند. هر کدام از این پارامترها تأثیرات مختلفی در کیفیت و صحت جوشدهی دارند و باید با دقت تنظیم شوند.
3. چگونه میتوان جوشکاری سربالا را بهینه کرد؟
برای بهینهسازی جوشکاری سربالا، باید به پارامترهای زیر توجه کرد:
- *آمپر*: معمولاً بین 75 تا 110 آمپر تنظیم میشود.
- *سرعت جوش*: سرعت مناسب برای جلوگیری از ریزش مذاب جوش به سمت پایین.
- *زاویه الکترود*: زاویه الکترود باید به گونهای تنظیم شود که مذاب جوش به سمت پایین جریان یابد.
- *دقت در هدایت الکترود*: هدایت دقیق الکترود برای جلوگیری از ریزش مذاب جوش به سمت پایین ضروری است.
4. چه تکنیکهایی برای جلوگیری از ریزش مذاب جوش در جوشکاری سقفی وجود دارد؟
تکنیکهای جلوگیری از ریزش مذاب جوش در جوشکاری سقفی شامل:
- *استفاده از آمپر مناسب*: آمپر بین 63.75 تا 93.5 تنظیم میشود.
- *دقت در هدایت الکترود*: هدایت دقیق الکترود برای جلوگیری از ریزش مذاب جوش به سمت پایین ضروری است.
- *کنترل سرعت جوش*: سرعت جوش باید به گونهای تنظیم شود که مذاب جوش به سمت پایین جریان نیابد.
- *استفاده از تکنیکهای پیچیدهتر*: مانند تکنیکهایی که از حرکات دستی خاص برای کنترل مذاب جوش استفاده میکنند.
5. چه اشکالاتی ممکن است در جوشکاری سربالا و سقفی رخ دهد؟
اشکالات ممکن در جوشکاری سربالا و سقفی شامل:
- *ریزش مذاب جوش به سمت پایین*: این میتواند به دلیل آمپر ناپایدار یا هدایت نادرست الکترود رخ دهد.
- *ناهمگونی جوش*: این میتواند به دلیل عدم دقت در هدایت الکترود یا تنظیمات نامناسب آمپر رخ دهد.
- *جوش ناپایدار*: این میتواند به دلیل سرعت جوش نامناسب یا فاصله نادرست الکترود از سطح جوشدهی رخ دهد.
- *پریدن الکترود*: این میتواند به دلیل آمپر بالا یا زاویه نادرست الکترود رخ دهد.

")