
ساعت کاری: 09:00 صبح تا 20:00 بعد از ظهر
مرکز تخصصی آموزش جوشکاری و بازرسی جوش فنی و حرفه ای
مرکز شرق تهران : بزرگراه شهیدزین الدین بلوار دانشگاه ،کارگاه جوشکاری دانشگاه خواجه نصیر
: راهنمای جامع")
فهرست مطلب
Toggleآیا به دنبال تسلط بر تکنیک جوشکاری الکترود دستی (SMAW) هستید؟ اگر در دنیای جوشکاری برق تازه واردید و با چالشهایی مانند عدم تسلط یا کمبود دانش عملی مواجهاید، این مقاله برای شماست! ما به زبان ساده، اسرار و نکات کلیدی را به شما خواهیم آموخت که نه تنها مهارتهایتان را بهبود میبخشد، بلکه نگاه شما را به تکنیک جوشکاری الکترود کاملاً متحول خواهد کرد. آماده باشید تا اولین قوس جوشکاری خود را با اطمینان و دانش کافی ایجاد کنید. این راهنمای جامع، شما را گام به گام با اصول و ترفندهای جوشکاری SMAW آشنا میکند تا به یک جوشکار حرفهای تبدیل شوید.

برای دستیابی به جوشی با کیفیت و حرفهای در جوشکاری الکترود دستی (SMAW)، درک و تسلط بر پنج عنصر کلیدی ضروری است که در قالب اختصار CLAMS شناخته میشوند. این عناصر شامل جریان (Current)، طول قوس (Length)، زاویه (Angle)، حرکت الکترود (Manipulation) و سرعت حرکت (Speed) هستند. این پنج عنصر، ستون فقرات هر تکنیک جوشکاری برق موفق را تشکیل میدهند. در ادامه، به تفصیل به هر یک از این عناصر خواهیم پرداخت و نکات و ترفندهای جوشکاری عملی را برای بهبود مهارت شما ارائه خواهیم داد.
اولین گام برای انجام هر جوش با کیفیتی، قرار گرفتن در یک وضعیت راحت و مناسب است. داشتن آزادی حرکت کامل برای انجام جوش، برای ایجاد جوشهای خوب حیاتی است، به ویژه اگر در جوشکاری الکترود دستی مبتدی هستید. این وضعیت میتواند هر شکلی به خود بگیرد که برای شما منطقی و راحت باشد. حفظ تعادل، تنظیم ارتفاع مناسب قطعه کار و نحوه صحیح گرفتن انبر، از نکات کلیدی این بخش برای بهبود تکنیک جوشکاری برق شماست.

اولین گام برای انجام هر جوش با کیفیتی، در واقع قرار گرفتن در یک وضعیت راحت و مناسب است. داشتن آزادی حرکت کامل برای انجام جوش، برای ایجاد جوشهای خوب حیاتی است، به ویژه اگر در جوشکاری الکترود دستی مبتدی هستید. این وضعیت میتواند هر شکلی به خود بگیرد که برای شما منطقی و راحت باشد، زیرا هر فردی متفاوت است. راحتی شما مستقیماً بر دقت و پایداری شما در طول فرآیند جوشکاری تأثیر میگذارد و به شما امکان میدهد تا با تمرکز کامل بر تکنیک جوشکاری برق خود، بهترین نتیجه را بگیرید و از خستگی زودرس جلوگیری کنید.
چه نشسته باشید و چه ایستاده، سعی کنید بالاتنه خود را تا حد امکان صاف نگه دارید. تلاش کنید جایی را برای تکیه دادن بدن یا پای خود پیدا کنید. این پایداری، اساس یک تکنیک جوشکاری برق دقیق است و از نوسانات ناخواسته در حین جوشکاری جلوگیری میکند. یک بدن ثابت به شما کمک میکند تا الکترود را با دقت بیشتری کنترل کنید و از لرزش دست که میتواند منجر به عیوب جوشکاری شود، بکاهید. تمرین این وضعیتها به بهبود کلی تکنیک جوشکاری الکترود شما کمک شایانی خواهد کرد.

اگر قطعه کاری که جوش میدهید قابل جابجایی است، سعی کنید آن را در ارتفاعی بین سینه و کمر خود قرار دهید. این وضعیت به شما امکان میدهد تا هم منطقه جوش را به راحتی ببینید و هم به آن دسترسی داشته باشید. اگر قطعه کار قابل جابجایی نیست، سعی کنید خود را طوری قرار دهید که نقطه جوش تا حد امکان نزدیک به ناحیه بین سینه و کمر شما باشد. جوشکاری در ارتفاع پایینتر از کمر یا بالاتر از شانه، به سرعت شما را خسته میکند و دیدن جوش را دشوار میسازد که بر کیفیت جوش و تکنیک جوشکاری الکترود دستی تأثیر منفی میگذارد.
انبر جوشکاری (استینگر) را با دست غالب خود بگیرید و سپس با دست غیرغالب خود، آن دست را حمایت کنید. به عنوان مثال، اگر راستدست هستید، استینگر را با دست راست خود گرفته و با دست چپ آن را حمایت کنید. این روش به شما کنترل بیشتری بر تکنیک جوشکاری الکترود میدهد. این حمایت اضافی، لرزش دست را به حداقل رسانده و به شما امکان میدهد تا قوس را با دقت بیشتری هدایت کنید. تسلط بر این روش، گام مهمی در بهبود کلی تکنیک جوشکاری برق و دستیابی به جوشهای یکنواخت و با کیفیت است.

برای دست حائل خود، محلی برای تکیه دادن آرنج یا ساعد پیدا کنید. این میتواند تقریباً هر چیزی باشد: میز کاری که استفاده میکنید، یک دیوار در نزدیکی شما، یا حتی یک گیره که به قطعه کار متصل شده است. مهم است که بدانید لازم نیست تمام وزن خود را روی آن بازو بیندازید؛ بلکه هدف آن است که شما را ثابت نگه دارد. تماس بازوی شما با یک جسم محکم این اثر را کاهش داده و به پایداری شما در اجرای تکنیک جوشکاری الکترود کمک میکند. این ترفند جوشکاری به پایداری بیشتر و کاهش خستگی کمک میکند.
بیشتر حرکت در حین جوشکاری باید از مچ دست و ساعد شما باشد. از نیاز به حرکت آرنج و شانهها خودداری کنید و سعی کنید آرنجهای خود را تا حد امکان پایین و نزدیک به بدن نگه دارید. این نکته کلیدی در تکنیک جوشکاری الکترود برای کنترل دقیق و جوشهای یکنواخت است. قبل از شروع جوشکاری واقعی، چند بار بدون روشن کردن قوس، مسیر جوش را تمرین کنید تا مطمئن شوید که هیچ چیز مانع حرکت شما نمیشود. این تمرینها به شما کمک میکنند تا همیشه در موقعیت خوبی برای دیدن جوش قرار داشته باشید و دقت تکنیک جوشکاری برق را افزایش دهید.
پس از آمادهسازی دستگاه و ایستگاه جوشکاری و قرار گرفتن در وضعیت صحیح، نوبت به ایجاد قوس جوشکاری میرسد؛ اولین و شاید چالشبرانگیزترین گام در تکنیک جوشکاری برق. گرچه ساده به نظر میرسد، اما تسلط بر آن نیازمند تمرین است. برای شروع قوس در جوشکاری الکترود دستی (SMAW)، لازم است نوک الکترود را به فلز پایه تماس داده و سپس بلافاصله آن را کمی بالاتر از سطح فلز پایه بلند کنید تا اتصال کوتاه ایجاد نشود.
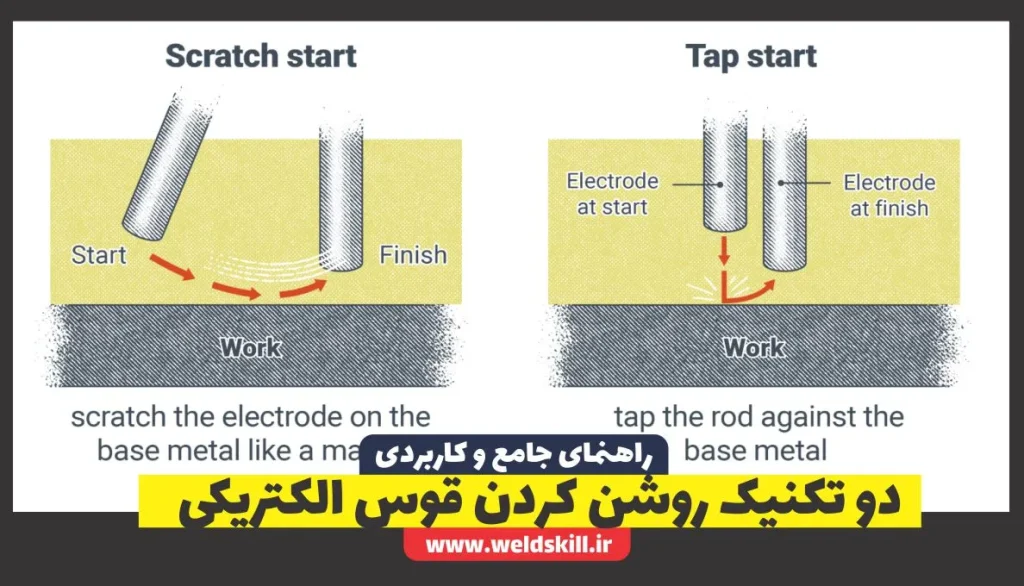
در این تکنیک جوشکاری برق، نوک الکترود را به آرامی و با حرکتی سریع روی سطح فلز پایه (مانند کشیدن کبریت بر روی جعبه آن) خراش دهید. این حرکت باید سبک و سریع باشد؛ هرچه فشار بیشتری وارد کنید، احتمال چسبیدن الکترود به قطعه کار بیشتر خواهد شد. این روش به شما کمک میکند تا قوس را به سرعت و با کنترل بیشتری ایجاد کنید. این ترفند جوشکاری برای مبتدیان بسیار مفید است تا با کمترین چسبندگی الکترود، فرآیند جوشکاری را آغاز کنند و به تسلط بر تکنیک جوشکاری الکترود دستی نزدیکتر شوند.
در این تکنیک جوشکاری الکترود، الکترود را کمی بالاتر از سطح فلز پایه نگه دارید، سپس آن را به صورت عمودی به سمت پایین حرکت داده و به آرامی به سطح فلز ضربه بزنید و بلافاصله دوباره کمی آن را بالا ببرید. این حرکت را میتوانید شبیه به ضربه زدن به توپ بیلیارد با چوب مخصوص آن تصور کنید. بسیاری از جوشکاران مبتدی، این روش را با گرفتن انتهای الکترود با دست غیرغالب خود آغاز میکنند. پس از ایجاد قوس، دستها را به حالت اولیه برگردانده و دست غالب را حمایت میکنند. این ترفند جوشکاری میتواند به شما در کنترل اولیه کمک کند.
پس از اتمام یک خط جوش، باید بدانید چگونه قوس را به درستی قطع کنید. وسوسه میشوید که الکترود را به آرامی از فلز پایه دور کنید، اما این یک روش نادرست است و باید از آن اجتناب کنید. این کار میتواند منجر به ایجاد “دهانه جوش” (Weld Crater) یا “گودال” در انتهای جوش شود که یک عیب جوشکاری رایج است. تسلط بر این تکنیک جوشکاری الکترود نیز نیازمند تمرین است، اما با ممارست به زودی به یک عادت تبدیل خواهد شد.
هنگامی که به نقطه پایانی جوش میرسید، قوس را برای یک یا دو ثانیه در انتهای جوش نگه دارید. این ترفند جوشکاری بسیار مهم است زیرا به مذاب اجازه میدهد تا دهانه جوش را پر کرده و از ایجاد گودال در پایان خط جوش جلوگیری کند. این مکث کوتاه، به کیفیت جوش نهایی شما کمک شایانی میکند و از بروز عیوب رایج در انتهای گرده جوش جلوگیری مینماید. با رعایت این نکته ساده در تکنیک جوشکاری الکترود دستی، میتوانید ظاهر و استحکام جوشهای خود را به طرز چشمگیری بهبود بخشید و کاری حرفهای ارائه دهید.
سپس، الکترود را به سرعت و با یک حرکت ضربهای از فلز پایه جدا کنید. این حرکت میتواند در جهت ادامه جوش یا با کشیدن الکترود به عقب روی جوش انجام شود. این تکنیک جوشکاری برق باعث قطع کارآمد قوس شده و از ایجاد جرقههای ناخواسته در خارج از منطقه جوش جلوگیری میکند. جرقههای ناخواسته میتوانند به سطح فلز آسیب رسانده و ظاهر نهایی کار را تحت تأثیر قرار دهند. تسلط بر این روش، به شما کمک میکند تا جوشهایی تمیزتر و بدون عیوب جوشکاری رایج داشته باشید و به یک جوشکار ماهر در تکنیک جوشکاری الکترود دستی تبدیل شوید.
اکنون به اولین عنصر از CLAMS، یعنی “C” که مخفف (Current) جریان است، میپردازیم. تنظیم صحیح جریان، پایه و اساس یک تکنیک جوشکاری برق موفق است. نوع جریان، قطبیت و آمپر، سه عامل اصلی در این بخش هستند که باید به دقت تنظیم شوند. آمپر مستقیماً بر نفوذ جوش و شکل گرده جوش تأثیر میگذارد و یافتن آمپر دقیق نیازمند تمرین و تجربه است. عیبیابی آمپر نامناسب نیز از مهارتهای ضروری در جوشکاری الکترود دستی است.
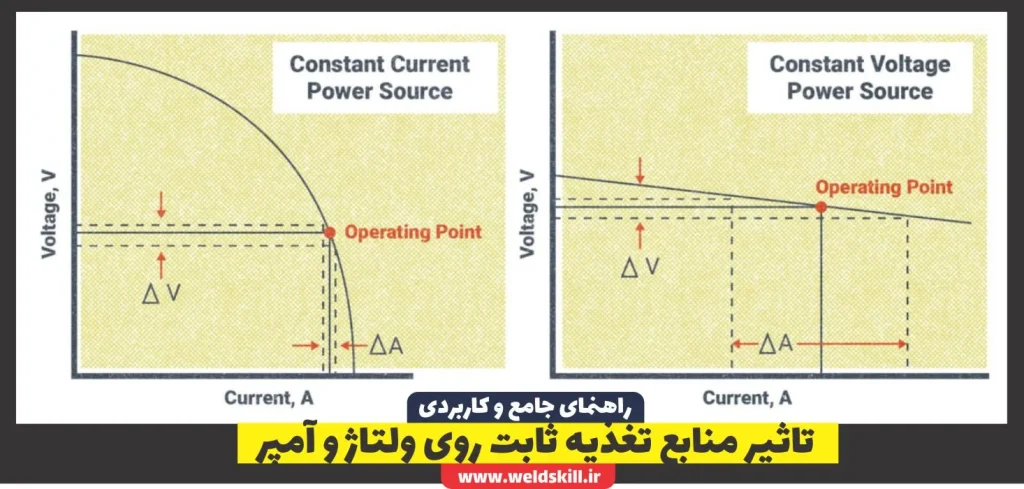
دستگاههای جوشکاری الکترود دستی (SMAW) همیشه از جریان ثابت (Constant Current – CC) استفاده میکنند. اگر دستگاه شما چندکاره است، مطمئن شوید که روی حالت “Stick” یا “SMAW” تنظیم شده باشد. قطبیت (DCEP, DCEN, AC) را بر اساس نوع الکترودتان تنظیم کنید. این اطلاعات روی بستهبندی الکترود یا در کاتالوگ آن موجود است. تنظیم صحیح قطبیت برای نفوذ جوش و کیفیت جوش حیاتی است و از بروز عیوب جوشکاری جلوگیری میکند. درک این اصول، گام مهمی در تسلط بر تکنیک جوشکاری برق و دستیابی به نتایج مطلوب است.
آمپر، مهمترین تنظیم در SMAW است که مستقیماً بر نفوذ جوش و شکل گرده جوش تأثیر میگذارد. آمپر را بر اساس قطر الکترود (اطلاعات روی بستهبندی) و ضخامت فلز پایه تنظیم کنید. قاعده کلی این است که برای فلز ضخیمتر، آمپر بیشتر و برای فلز نازکتر، آمپر کمتر نیاز است. یافتن آمپر دقیق نیازمند تمرین و تجربه است، زیرا عواملی مانند وضعیت جوشکاری، نوع اتصال و حتی دستگاه شما بر آن تأثیر میگذارند. تسلط بر این بخش، کلید یک تکنیک جوشکاری الکترود موفق است.

بهترین راه برای یادگیری عیبیابی آمپر جوشکاری، تمرین و مشاهده نتایج است. آمپر پایین منجر به گرده جوش باریک، برآمده، با نفوذ کم و قوس دشوار میشود که الکترود میچسبد. در مقابل، آمپر بالا باعث گرده جوش پهن، تخت، با نفوذ زیاد و پاشش (Spatter) فراوان میشود. همچنین، قوس به لبهها فرو میرود یا فلز را سوراخ میکند (Burn Through) و حوضچه مذاب کشیده و قطرهاشکی شکل است. شناخت این نشانهها به شما کمک میکند تا تنظیمات مناسب را برای بهبود تکنیک جوشکاری برق خود اعمال کنید.
برخی دستگاهها تنظیم “Arc-Dig” یا “Arc-Force” دارند که برای کنترل “تیزی” یا “نرمی” قوس به کار میرود. این تنظیم ضروری نیست اما میتواند جوشکاری را آسانتر کند. Arc-Dig بالا (قوس تیزتر) برای جوشکاری در گوشهها، شیارها، یا جلوگیری از چسبیدن الکترود با طول قوس کوتاه مناسب است. Arc-Dig پایین (قوس نرمتر) برای پخش کردن حوضچه مذاب روی سطوح صاف یا مواد نازکتر کاربرد دارد. استفاده صحیح از این ویژگی میتواند به بهبود کنترل شما بر تکنیک جوشکاری الکترود دستی کمک شایانی کند.
دومین حرف از اختصار CLAMS، “L” مخفف (Length) است که به طول قوس جوشکاری اشاره دارد: فاصله بین نوک الکترود و سطح حوضچه مذاب. این یک متغیر حیاتی در هر فرآیند جوشکاری، به ویژه در جوشکاری الکترود دستی (SMAW) با جریان ثابت (CC) است. شما کنترل مستقیمی بر ولتاژ ندارید، اما طول قوس شما در واقع کنترلکننده ولتاژ است! درک این رابطه برای دستیابی به جوشهای با کیفیت ضروری است.
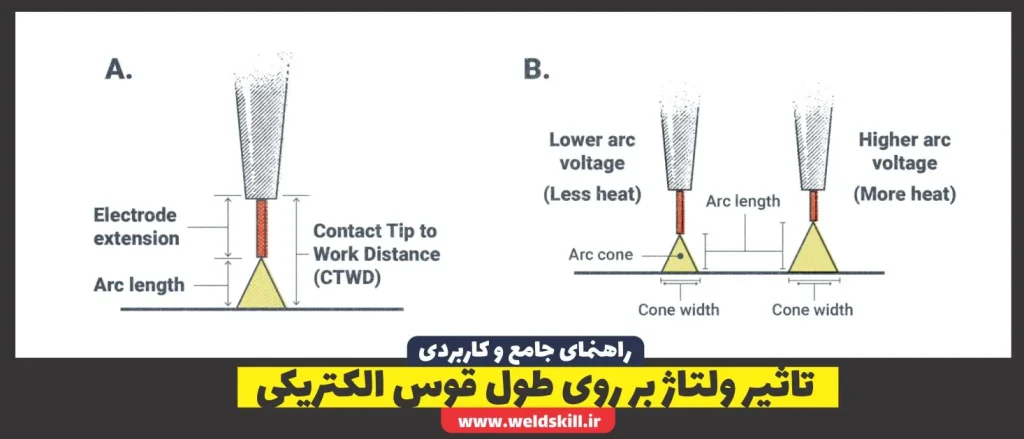
راهنمای بصری جوشکاری قوس الکتریکی: درک فواصل و تأثیر ولتاژ
این تصویر به سادگی نحوه عملکرد و تنظیمات کلیدی در جوشکاری با قوس الکتریکی را به تصویر میکشد:
• بخش A: تعریف فواصل مهم در فرآیند جوشکاری
– طول سیم الکترود بیرونزده: این فاصله مربوط به بخش از سیم جوش است که از نوک گان (تفنگ جوشکاری) به بیرون امتداد یافته است.
– طول قوس: نشاندهنده فاصله دقیق بین نوک سیم الکترود و سطح قطعه کار است؛ این نقطه جایی است که قوس الکتریکی تشکیل شده و حرارت لازم برای ذوب فلز تولید میشود.
– فاصله از نوک محفظه تماس تا قطعه کار (CTWD): در واقع، مجموع طول سیم الکترود بیرونزده و طول قوس است که کل فاصله از گان تا قطعه کار را مشخص میکند.
• بخش B: تأثیر ولتاژ بر میزان حرارت و شکل قوس جوش
– ولتاژ قوس کمتر (Less heat): با کاهش ولتاژ قوس، شاهد قوسی کوتاهتر با مخروط ذوب کوچکتر خواهیم بود که منجر به گرمای کمتر در ناحیه جوش و نفوذ سطحیتر میشود.
– ولتاژ قوس بیشتر (More heat): افزایش ولتاژ قوس، قوسی بلندتر با مخروط ذوب پهنتر ایجاد میکند که به معنای انتقال گرمای بیشتر به قطعه کار و نفوذ عمیقتر در آن است.
خلاصه:
درک و تنظیم دقیق این فواصل و ولتاژ، نقش حیاتی در دستیابی به جوشی با کیفیت، استحکام مطلوب و ظاهر مناسب ایفا میکند.
در جوشکاری الکترود دستی، هرچه طول قوس بیشتر باشد، ولتاژ مورد نیاز برای عبور جریان از هوا بیشتر میشود. از آنجا که دستگاههای SMAW از جریان ثابت (CC) استفاده میکنند، توان کلی (وات) ثابت میماند. این یعنی افزایش طول قوس (افزایش ولتاژ) منجر به کاهش خودکار آمپر و کاهش طول قوس (کاهش ولتاژ) منجر به افزایش خودکار آمپر میشود. ولتاژ مستقیماً بر سیالیت حوضچه مذاب تأثیر میگذارد؛ ولتاژ بالاتر به معنای مذاب روانتر است که به پخش شدن بهتر جوش کمک میکند. این تکنیک جوشکاری برق کلید کنترل کیفیت است.
تأثیر طول قوس بر کیفیت جوش: نشانههای طول قوس نامناسب حفظ تعادل در طول قوس جوشکاری برای دستیابی به کیفیت جوش بالا ضروری است. طول قوس خیلی بلند باعث قوس خشن و ناپایدار، حوضچه مذاب بیش از حد داغ و روان، پاشش زیاد (Spatter)، بریدگی کناره (Undercut) و کیفیت جوش پایین میشود. در مقابل، طول قوس خیلی کوتاه باعث میشود جوش به خوبی پخش نشود، روی خودش جمع شود، قوس به اندازه کافی داغ نباشد و منجر به همپوشانی (Overlap) و عدم ذوب کامل (Lack-of-Fusion – LOF) شود. شناخت این نشانهها برای بهبود تکنیک جوشکاری الکترود دستی حیاتی است.
در بیشتر موارد، طول قوس جوشکاری ایدهآل تقریباً برابر با قطر الکترود است. به عنوان مثال، برای یک الکترود با قطر ۱/۸ اینچ، سعی کنید طول قوس ۱/۸ اینچ را حفظ کنید. این کار در عمل دشوارتر از گفتن است! الکترود در حین جوشکاری آب میشود و کوتاهتر میگردد. بنابراین، یکی از سختترین مهارتها برای جوشکاران مبتدی، توانایی پایین آوردن الکترود به سمت حوضچه مذاب با سرعتی ثابت و یکنواخت است. این مهارت نیز با زمان و تمرین مداوم به دست میآید و از ترفندهای جوشکاری مهم است.
آرک بلو مشکلی است که باعث میشود قوس جوشکاری بینظم حرکت کند و منجر به عیوب جوشکاری (مثل بریدگی کناره یا عدم ذوب) شود. این پدیده به دلیل میدان مغناطیسی ایجاد شده توسط جریان برق در فلز پایه رخ میدهد و قوس را از مسیر اصلی خود منحرف میکند. کنترل آرک بلو برای حفظ کیفیت جوش و جلوگیری از هدر رفتن زمان و مواد ضروری است. شناخت راههای مقابله با آن، بخشی مهم از تکنیک جوشکاری الکترود دستی است.
آرک بلو یک پدیده مغناطیسی است که در جوشکاری الکترود دستی (SMAW) رخ میدهد، به خصوص هنگام استفاده از جریان DC. این مشکل زمانی اتفاق میافتد که میدان مغناطیسی ایجاد شده توسط جریان برق در فلز پایه، قوس جوشکاری را از مسیر اصلی خود منحرف میکند. این انحراف باعث میشود قوس به صورت نامنظم حرکت کرده و کنترل آن دشوار گردد. نتیجه این پدیده میتواند عیوب جوشکاری مانند بریدگی کناره (Undercut)، عدم ذوب کامل (Lack-of-Fusion) و پاشش بیش از حد (Spatter) باشد که کیفیت نهایی جوش را به شدت تحت تأثیر قرار میدهد. درک این پدیده برای هر جوشکار حرفهای ضروری است.
اگر با آرک بلو مواجه شدید، این ترفندهای جوشکاری را امتحان کنید: محل اتصال کابل زمین را تغییر دهید (دورتر از نقطه جوش) یا از چند کابل زمین در نقاط مختلف قطعه کار استفاده کنید. اگر دستگاهتان قابلیت AC دارد، از آن استفاده کنید که بهترین راهحل است. همچنین، با کمترین آمپر ممکن جوشکاری کنید و طول قوس را تا حد امکان کوتاه نگه دارید. اگر دستگاهتان تنظیم Arc-Dig دارد، آن را روی حالت “تیزتر” تنظیم کنید. این راهکارها به شما کمک میکنند تا کنترل بهتری بر تکنیک جوشکاری برق خود داشته باشید و از عیوب ناشی از آرک بلو جلوگیری کنید.
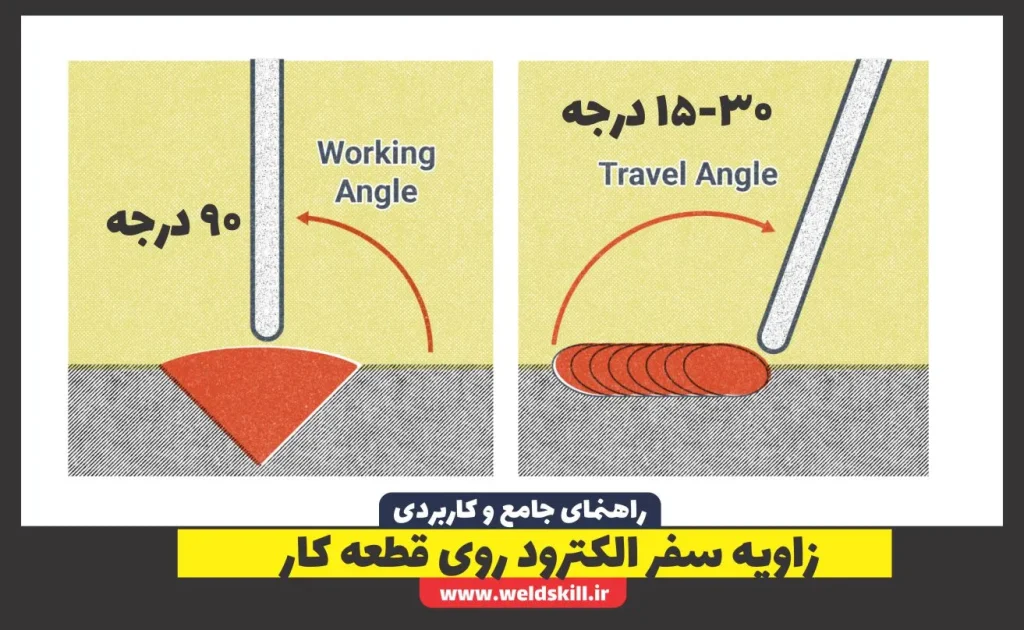
حرف A در CLAMS به Angle یا زاویه الکترود اشاره دارد. این زاویه، که گاهی زاویه میله نیز نامیده میشود، شامل دو نوع اصلی است: زاویه حرکت (Travel Angle) و زاویه کار (Work Angle). هر دو برای کیفیت جوش نهایی شما حیاتی هستند. زاویه الکترود مستقیماً بر نفوذ، شکل گرده جوش و جلوگیری از عیوب تأثیر میگذارد. تسلط بر این جنبه از تکنیک جوشکاری الکترود دستی، شما را به یک جوشکار ماهرتر تبدیل خواهد کرد.
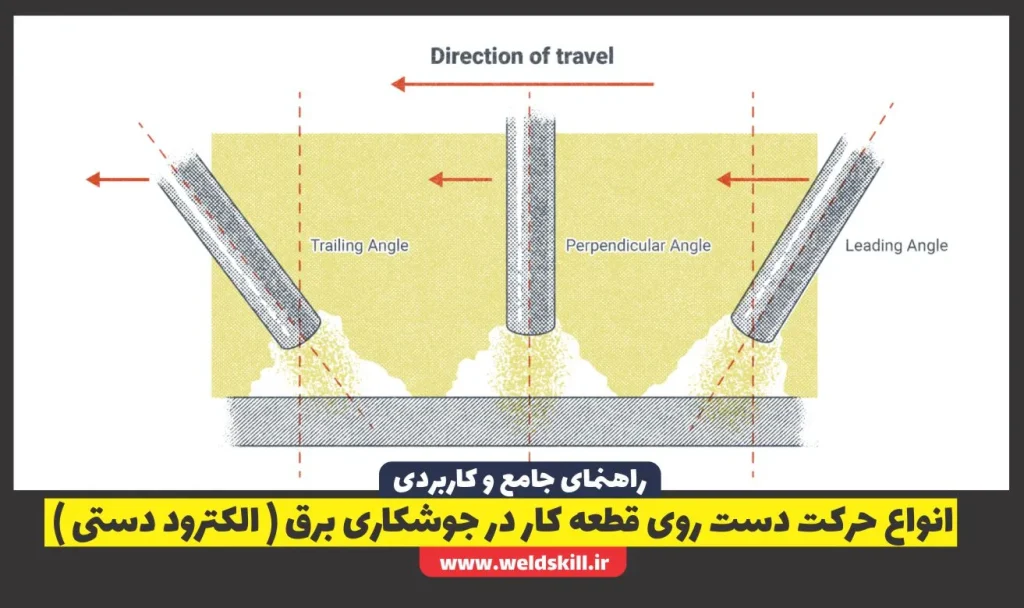
این زاویه، جهتگیری الکترود نسبت به مسیری است که جوش در آن پیش میرود. سه نوع اصلی زاویه حرکت داریم: زاویه دنبالهرو (Trailing Angle) که رایجترین در SMAW است و نفوذ عمیقتر و گرده جوش باریکتر ایجاد میکند. زاویه پیشرو (Leading Angle) که کمتر توصیه میشود و احتمال گیر افتادن سرباره را افزایش میدهد. و زاویه عمود (Perpendicular Angle) که الکترود دقیقاً ۹۰ درجه نسبت به سطح جوش قرار میگیرد. انتخاب زاویه حرکت به عواملی مانند وضعیت جوشکاری، شکل اتصال و نفوذ مورد نیاز بستگی دارد و از ترفندهای جوشکاری مهم است.

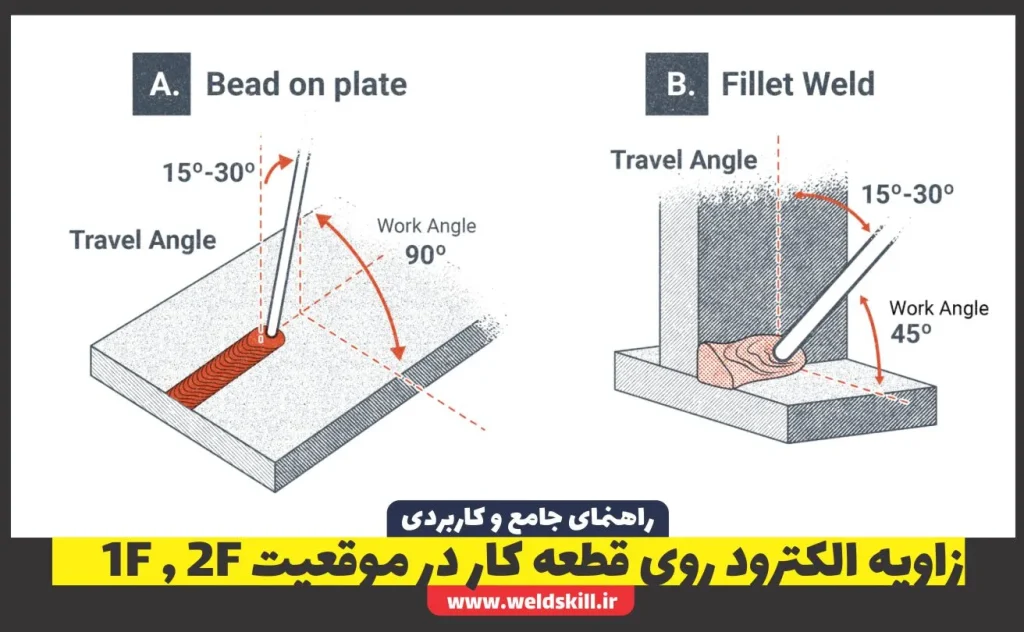
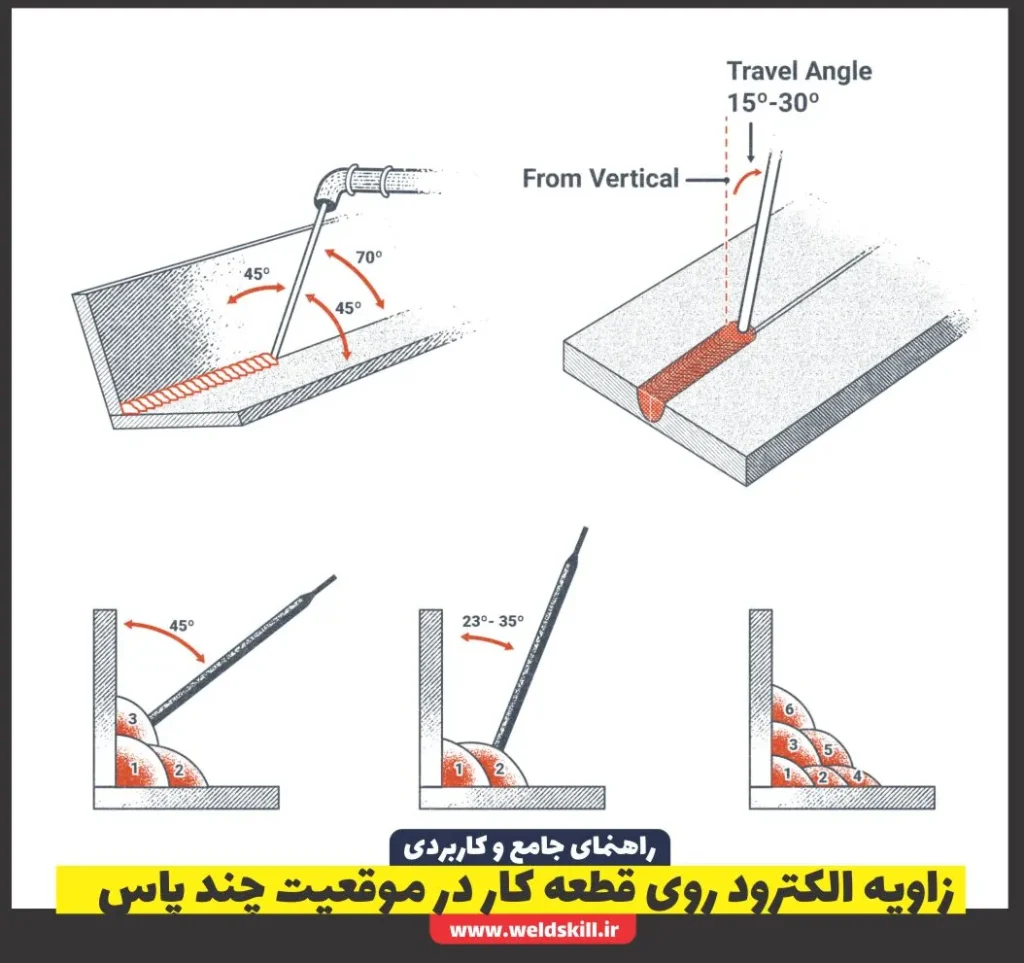
این زاویه، جهتگیری الکترود نسبت به فلز پایه (در عرض اتصال) است. هدف اصلی آن، هدایت فلز مذاب به یک سمت خاص از جوش است. اگر میخواهید فلز به طور یکنواخت پخش شود، الکترود را عمود بر سطح نگه دارید. کاربرد اصلی این زاویه در جوشهای چند پاسه (Multi-pass Weld) مانند اتصال T یا شیارها است، برای هدایت هر پاس جوش به جای صحیح. این زاویه بیشتر تجربی است و قانون سفت و سختی ندارد. با تمرین آن را یاد خواهید گرفت و به بهبود تکنیک جوشکاری الکترود دستی شما کمک میکند.
حفظ زاویه ثابت در حین جوشکاری برای جوشکاران تازهکار چالشبرانگیز است، چون همزمان باید الکترود را حرکت دهید، آن را پایین بیاورید (چون آب میشود) و دستهایتان را هماهنگ کنید. راهحل این است که با تمرین، یک وضعیت راحت برای خود پیدا کنید و حرکت روان دستها و الکترود را تمرین کنید. با گذشت زمان، حفظ زاویه صحیح برایتان آسان خواهد شد و به کیفیت جوش شما کمک زیادی میکند. این مهارت در کنار دیگر ترفندهای جوشکاری، شما را در مسیر تسلط بر تکنیک جوشکاری برق یاری خواهد داد.
حرف M در CLAMS به Manipulation یا حرکت الکترود اشاره دارد. این بخش درباره حرکتهای جانبی (ساید به ساید) است که شما با الکترود انجام میدهید، نه حرکت رو به جلو یا حفظ طول قوس. هدف اصلی این حرکتها؟ پهنتر کردن گرده جوش و کنترل شکل آن. الگوهای مختلفی برای این حرکتها وجود دارد که هر کدام کاربرد خاص خود را دارند. تسلط بر این تکنیک جوشکاری الکترود دستی به شما امکان میدهد تا جوشهایی با ظاهر و کیفیت مطلوب ایجاد کنید.
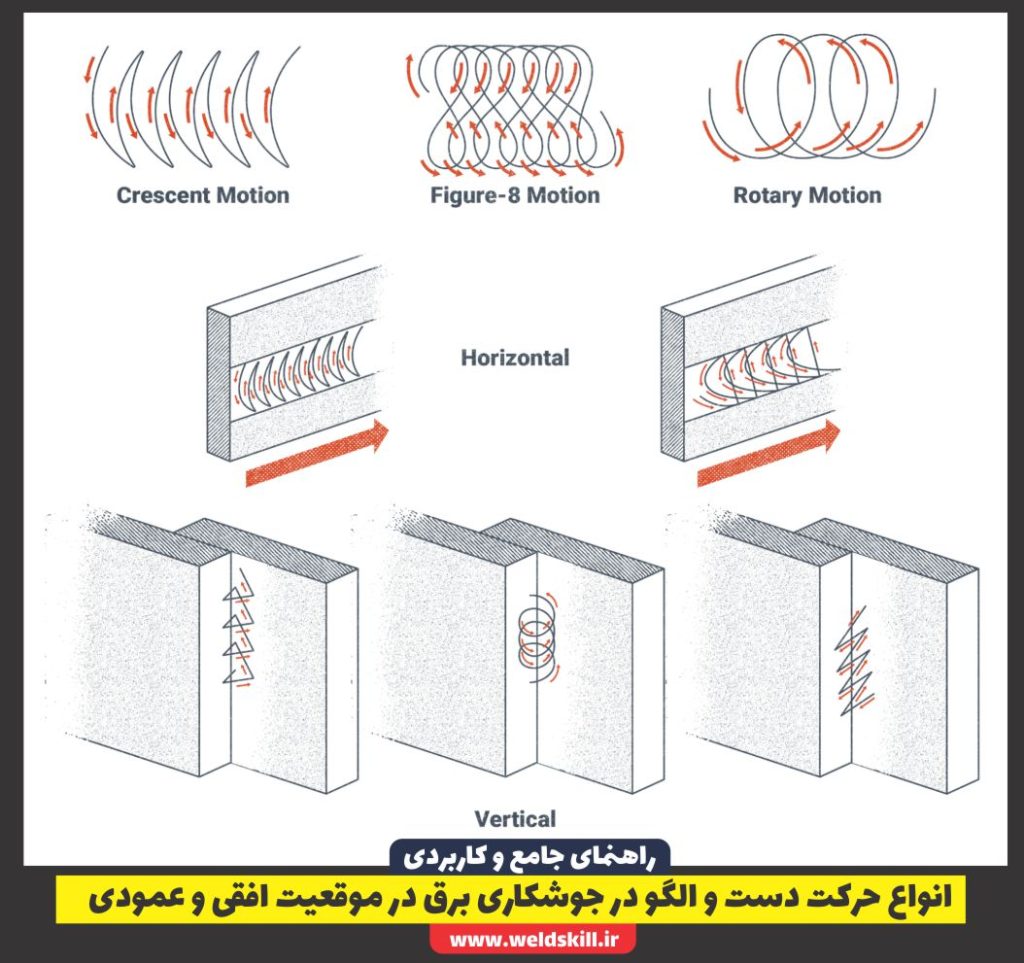
برای پهن کردن جوش، میتوانید الکترود را با الگوهای خاصی حرکت دهید. به این الگوها “Weave Pattern” یا “Oscillation” (نوسان) میگویند. الگوهای مختلفی وجود دارد (مثلاً زیگزاگ، دایره، نیمدایره، J شکل و…) که هر کدام کاربرد خاص خود را دارند. هدف از این الگوها، کنترل پهنای جوش، نفوذ و ظاهر گرده جوش است. نکته مهم این است که هیچ قانون سفت و سختی برای انتخاب الگوی حرکت وجود ندارد؛ شما میتوانید حتی با تغییر جزئی یک الگوی آشنا، الگوی جدیدی بسازید. این ترفند جوشکاری به شما انعطافپذیری میدهد.
همیشه نیاز به حرکت جانبی نیست! میتوانید جوشهای مستقیم و باریک (Stringer Beads) بزنید که بدون هیچ حرکت ساید به سایدی هستند. این روش هم کاملاً قابل قبول است و در بسیاری از موارد کاربرد دارد، به خصوص زمانی که نیاز به نفوذ عمیق و گرده جوش باریک دارید. این نوع تکنیک جوشکاری الکترود دستی برای اولین پاسهای ریشه در اتصالات ضخیم یا در مواردی که فضای کمی برای حرکت جانبی وجود دارد، بسیار مناسب است. تسلط بر جوشهای مستقیم، پایه و اساس یادگیری الگوهای پیچیدهتر در جوشکاری برق است.
انتخاب الگوی حرکت مناسب معمولاً به عهده خود جوشکار است و به نوع قطعه کار، ضخامت فلز و نتیجه نهایی مورد نظر بستگی دارد. بهترین راه برای یادگیری و تسلط بر تکنیکهای جوشکاری در این زمینه، آزمون و خطا است. با تمرین زیاد، میفهمید کدام الگو برای چه موقعیتی بهتر است. همیشه از جوشکارهای باتجربه و ماهر برای گرفتن نکات و ترفندهای جوشکاری در این زمینه راهنمایی بخواهید. با تمرین و کسب تجربه، به زودی در شکلدهی جوش با استفاده از الگوهای حرکتی مختلف، حرفهای خواهید شد و مهارتهای جوشکاری الکترود دستی خود را ارتقا خواهید داد.
آخرین حرف در CLAMS، “S” مخفف (Speed) است. سرعت مهمترین عامل برای تعیین اندازه گرده جوش نهایی شماست. در جوشکاری دو نوع سرعت داریم: سرعت حرکت (Travel Speed) که شما در طول خط جوش پیش میروید، و سرعت دستکاری (Manipulation Speed) که الکترود را به صورت جانبی حرکت میدهید. سرعت، بهترین راه برای کنترل اندازه جوش است: سرعت کمتر = جوش بزرگتر و سرعت بیشتر = جوش کوچکتر. این تکنیک جوشکاری الکترود دستی برای جلوگیری از عیوب بسیار مهم است.

در جوشکاری، دو نوع سرعت کلیدی وجود دارد که باید به آنها توجه کنید تا به بهترین نتایج دست یابید. اول، سرعت حرکت (Travel Speed) است که به سرعتی اشاره دارد که شما الکترود را در طول خط جوش به جلو میبرید. دوم، سرعت دستکاری (Manipulation Speed) است که به سرعتی مربوط میشود که شما الکترود را به صورت جانبی (Weaving/Oscillation) حرکت میدهید. در جوشهای مستقیم و باریک (Stringer Beads) که حرکت جانبی ندارند، سرعت دستکاری مطرح نیست. درک و کنترل هر دو نوع سرعت برای تسلط بر تکنیک جوشکاری برق و دستیابی به جوشهای یکنواخت ضروری است.

سرعت، بهترین راه برای کنترل اندازه جوش است. این یک قانون ساده اما بسیار مؤثر در جوشکاری الکترود دستی است: سرعت کمتر منجر به جوش بزرگتر و سرعت بیشتر منجر به جوش کوچکتر میشود. این قانون هم برای جوشهای تکپاسه و هم چندپاسه صادق است. قاعده کلی برای SMAW این است که حوضچه مذاب باید تقریباً دو برابر قطر الکترود شما باشد. مثلاً اگر الکترود ۱/۸ اینچ است، حوضچه مذاب حدود ۱/۴ اینچ باشد. تنظیم دقیق سرعت، به شما کمک میکند تا جوشهایی با ابعاد و نفوذ مطلوب ایجاد کنید و از ترفندهای جوشکاری مهم است.

سرعت نامناسب میتواند منجر به عیوب جوشکاری شود که کیفیت و استحکام جوش نهایی را به خطر میاندازد. سرعت خیلی زیاد اغلب باعث بریدگی کناره (Undercut) در لبههای جوش میشود، زیرا فلز پایه فرصت کافی برای پر شدن ندارد. در مقابل، سرعت خیلی کم احتمالاً باعث همپوشانی (Overlap) میشود، به این معنی که فلز مذاب روی سطح فلز پایه انباشته شده و به درستی ذوب نمیشود. راهحل این است که با دقت به حوضچه مذاب نگاه کنید؛ شکل و اندازه آن به شما میگوید که سرعتتان مناسب است یا نیاز به تنظیم دارد. این تکنیک جوشکاری الکترود دستی کلید تسلط است.
در این مقاله، به بررسی جامع تکنیکهای جوشکاری الکترود دستی (SMAW) پرداختیم و با عناصر کلیدی CLAMS (جریان، طول قوس، زاویه، حرکت و سرعت) آشنا شدیم. از وضعیت بدنی صحیح گرفته تا ایجاد و قطع قوس، و تنظیم دقیق پارامترها، هر یک از این بخشها نقش حیاتی در دستیابی به جوشهای بینقص دارند. به یاد داشته باشید که جوشکاری برق یک مهارت عملی است و تسلط بر آن تنها با تمرین مداوم و صبر میسر میشود. با به کارگیری این ترفندهای جوشکاری و نکات، میتوانید مهارتهای خود را به سطح بالاتری ارتقا داده و به یک جوشکار حرفهای تبدیل شوید. موفق باشید!


