
مقدمه کیفیت نهایی یک مخزن استیل، تنها به استحکام جوش...ادامۀ مطلب

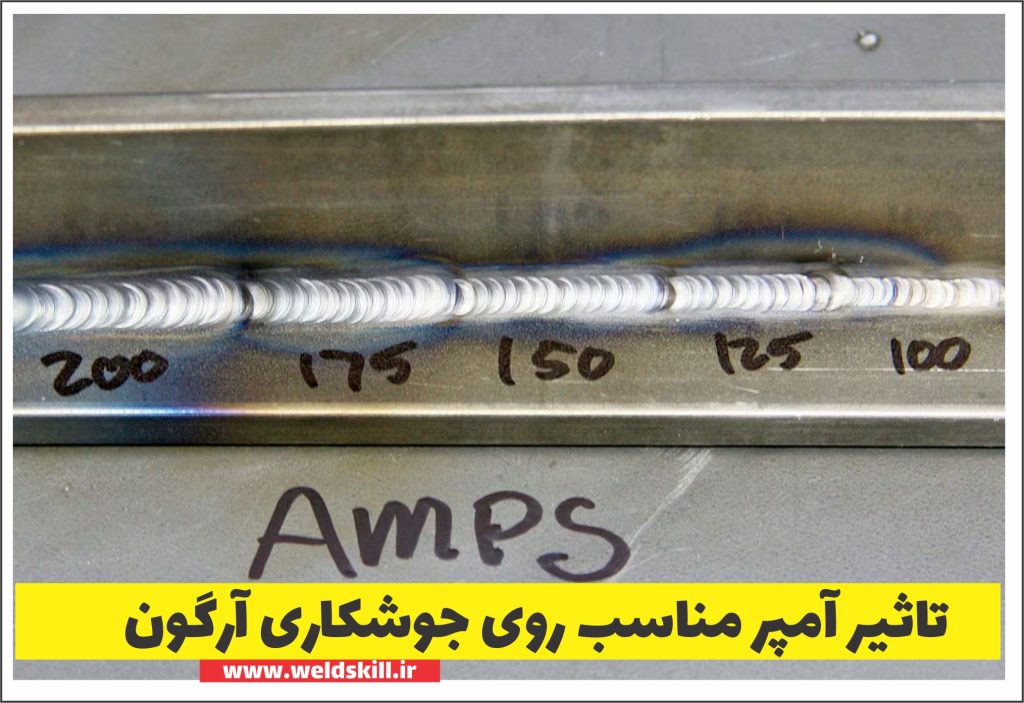
![4 فرمول طلایی برای تنظیم آمپر جوشکاری [ویدئو کامل ]](https://weldskill.ir/wp-content/uploads/2024/09/تظیمات-آمپر-جوشکاری-1024x609.jpg "4 فرمول طلایی برای تنظیم آمپر جوشکاری [ویدئو کامل ]")





مقدمه کیفیت نهایی یک مخزن استیل، تنها به استحکام جوش...ادامۀ مطلب
مقدمه : جوشکاری استنلس استیل به دلیل خواص متالورژیکی منحصربهفرد...ادامۀ مطلب
مقدمه : جوشکاری یک مهارت تخصصی و ارزشمند است که...ادامۀ مطلب
مقدمه : کارگاه جوشکاری، محیطی پر از چالش و خطرات...ادامۀ مطلب
مقدمه : قیمتگذاری در جوشکاری فقط یک عدد روی کاغذ...ادامۀ مطلب






